

مقدمه
برای افزایش خواص مکانیکی های چاپ سه بعدی می توان از تکنیک های مختلفی استفاده کرد. به عنوان مثال، ارتعاش التراسونیک میتواند تزریق و اکستروژن مواد بدون نقص و مداوم را تسهیل کند و در نتیجه کیفیت کلی چاپی را بهبود بخشد. محققان پتانسیل التراسونیک را برای افزایش چشمگیر کارایی فرآیندهای تولید و مواد مهندسی پیشنهاد کردهاند. اثرات مفید ارتعاشات التراسونیک را می توان به “اثرات حجمی” دسته بندی کرد که شامل کاهش نیروی شکل دهی، کاهش تنش های جریان، افزایش محدودیت های شکل دهی و گرمایش مواد می شود.
عملیات و کارکرد
ساخت فیلامنت ذوب شده (FFF) یک تکنیک رایج تولید افزودنی است، به ویژه در کاربردهای مختلف از محصولات مصرفی گرفته تا صنایعی مانند ارتش، خودروسازی، دفاتر طراحی و پزشکی. علیرغم استفاده گسترده از آن، خواص مکانیکی محصولات پلیمری پرینت سه بعدی، به ویژه در مقایسه با نمونه های تزریقی، اغلب به دلیل ساختارهای لایه ای، چسبندگی بین لایه ای ضعیف و وجود فضای خالی ضعیف می شود. با این حال، مقرون به صرفه بودن این روش نمونه سازی، انگیزه ای قوی برای بهبود خواص آنها است. با این وجود، عملیات پس از پردازش مانند حرارت، التراسونیک و پرس گرم میتواند ویژگیهای مکانیکی قطعات چاپشده با چاپ سه بعدی را بهبود بخشد، به طوری که قطعات چاپ شده را میتوان به عنوان محصول نهایی استفاده کرد. استفاده از درمان التراسونیک (UT) پتانسیل بهبود کیفیت مکانیکی و کاهش عیوب چاپ سه بعدی را نشان داده است.
چرا التراسونیک؟
استفاده از درمان التراسونیک (UT) پتانسیل بهبود کیفیت مکانیکی و کاهش عیوب چاپ سه بعدی را نشان داده است، UT قطعات پرینت سه بعدی را می توان در محل یا خارج از محل انجام داد. در درمان درجا، نازل یا بستر چاپ می لرزد. در این مورد، هیچ مرحله اضافی به روش چاپ سه بعدی اضافه نمی شود. با این حال، به تجهیزات پیچیده تری نیاز دارد. از سوی دیگر، UTهای خارج از محل اصلی, تجهیزات چاپ سه بعدی استاندارد استفاده می کنند. با این حال، یک مرحله پس از پردازش اضافه می کند که کل فرآیند تولید را طولانی و پیچیده می کند.
آزمایش 1
با استفاده از ارتعاشات التراسونیک بر روی اجزای پرینت سه بعدی ABS و PLA، حفره ها کاهش می یابد، چسبندگی لایه ها بهبود می یابد و کیفیت مکانیکی اشیاء چاپ شده با چاپ سه بعدی افزایش می یابد. تأثیر درمان التراسونیک بین لایهای بر ویژگیهای مکانیکی اجزای ABS چاپ شده با چاپ سه بعدی چی بود؟ ارتعاش التراسونیک در دو پیکربندی اعمال شد: چهار (L4) و هشت (L8) لایه چاپ سه بعدی. هنگامی که لایه برداری التراسونیک در پیکربندی L8 انجام شد، هیچ تغییر قابل توجهی در خواص مکانیکی یافت نشد. در پیکربندی L4، کرنش شکست (قابلیت شکل پذیری) و مدول الاستیک کاهش می یابد، اگرچه از نظر کششی قدرت افزایش می یابد.
تاثیر ارتعاشات التراسونیک بر چسبندگی لایهای ABS چطور؟ آنها ارتعاشات التراسونیک عرضی را با فرکانس 34.4 کیلوهرتز به نازل یک چاپگر FFF اعمال کردند. در مقایسه با چاپ سنتی FFF، چسبندگی بین لایه ها تقریباً 10 درصد افزایش یافته است.
آزمایش 2
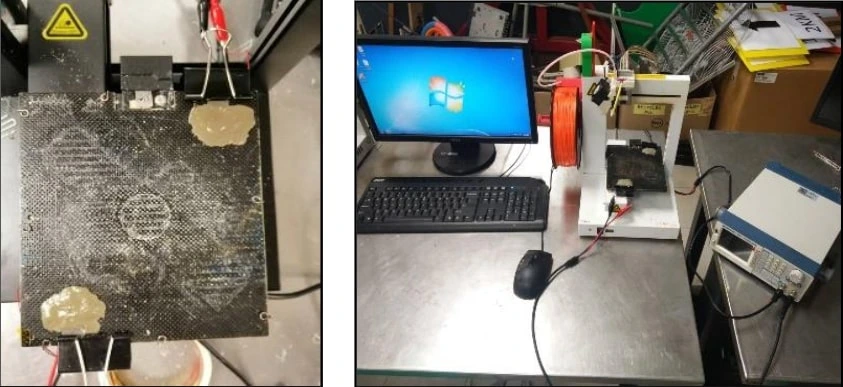
راهاندازی چاپگر:
در این پژوهش، چاپگری با دو مبدل پیزوالکتریک که به یک گیره کاغذ متصل شدهاند، برای ایجاد لرزش اولتراسونیک استفاده شد. یک ژنراتور تابع، ارتعاشاتی با فرکانس 0، 10 و 20 کیلوهرتز را به مبدلها ارسال میکرد.
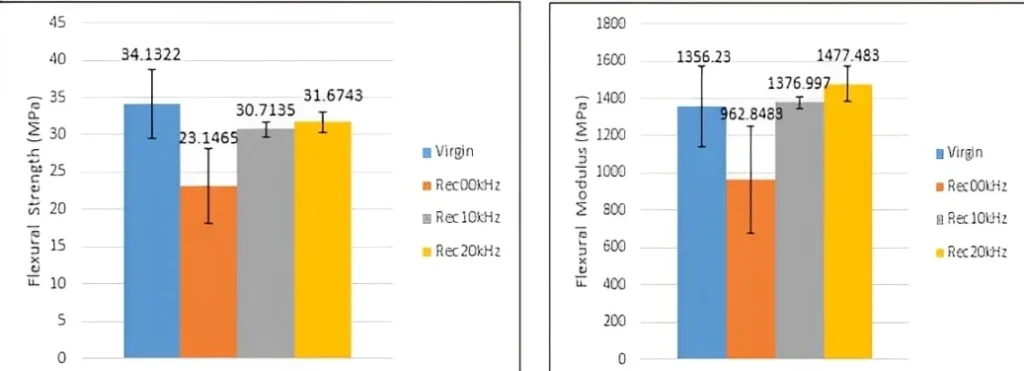
استحکام خمشی:
با مقایسه فیلامنتهای بازیافتی و دستنخورده در فرکانس 0 کیلوهرتز، کاهش 32 درصدی در استحکام خمشی و 29 درصدی در مدول خمشی مشاهده شد که نشاندهنده تخریب ABS طی بازیافت است. اما با استفاده از اولتراسونیک، در فرکانسهای 10 و 20 کیلوهرتز، استحکام خمشی به ترتیب 32٪ و 36٪ و مدول خمشی 43٪ و 53٪ نسبت به 0 کیلوهرتز افزایش یافت. این افزایشها، بهبود قابلتوجه چسبندگی بین لایههای بازیافتی را نشان میدهند. ترکهای مشاهدهشده در آزمون خمشی نیز برای نمونه 20 کیلوهرتز بهمراتب کوچکتر بود.
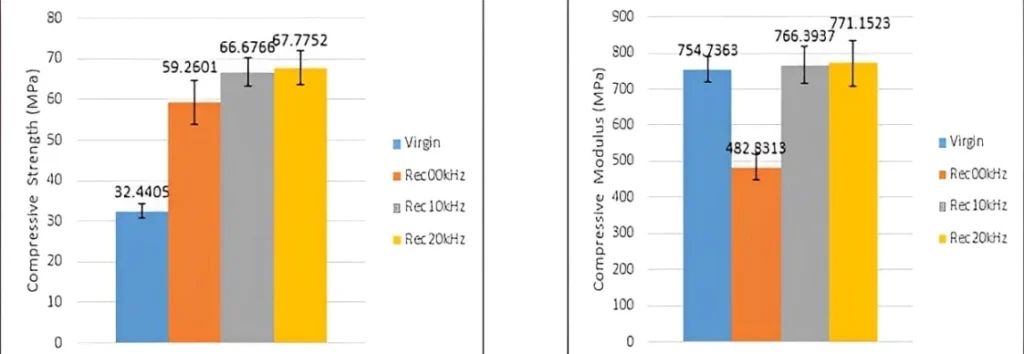
استحکام فشاری:
در مقایسه با نمونه بازیافتی چاپ شده در 0 کیلوهرتز، استحکام فشاری در فرکانسهای 10 و 20 کیلوهرتز بهترتیب 12٪ و 14٪ افزایش یافت. همچنین، مدول فشاری نیز 58٪ و 59٪ افزایش را نشان داد. با وجود این، مدول نمونههای بازیافتی همچنان پایینتر از ABS اولیه باقی ماند. این نتایج، اثربخشی اولتراسونیک را در بهبود چسبندگی و ساختار داخلی مواد بازیافتی تأیید میکنند.
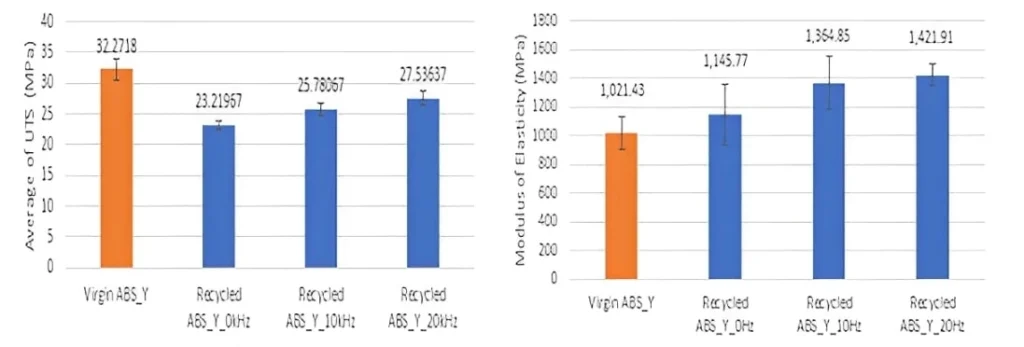
استحکام کششی:
در آزمون کششی، نمونه چاپشده با 20 کیلوهرتز دارای بالاترین UTS با 27.5 مگاپاسکال بود که 18.6٪ بیشتر از نمونه چاپشده در 0 کیلوهرتز بود. برای 10 کیلوهرتز، این افزایش حدود 11٪ بود. مدول کششی (MoE) نیز در فرکانسهای 10 و 20 کیلوهرتز به ترتیب 19٪ و 24٪ افزایش یافت. این دادهها نشان میدهند که ارتعاش التراسونیک نقش مهمی در بهبود عملکرد مکانیکی ABS بازیافتی دارد.
جمعبندی:
در مجموع، ارتعاش اولتراسونیک باعث افزایش 53٪ در استحکام خمشی، 19٪ در استحکام کششی و 59٪ در مقاومت فشاری نسبت به فرکانس صفر شده است. بنابراین، استفاده از این فناوری در فرایند بازیافت پلاستیک ABS نهتنها بهرهوری مواد را افزایش میدهد، بلکه کیفیت مکانیکی نمونههای نهایی را نیز بهطور چشمگیری بهبود میبخشد.
تمیزکاری التراسونیک قطعات چاپ سهبعدی
تمیزکاری التراسونیک با انتشار امواج صوتی با فرکانس بالا (معمولاً ۲۰–۴۰ کیلوهرتز) در یک محیط مایع، حبابهای میکروسکوپی کاویتاسیون را ایجاد میکند. هنگام فروپاشی این حبابها نزدیک سطح قطعه، عمل «ساییدن» پرقدرت ولی ملایم انجام شده و ذرات رزین اضافی، آلودگی یا مواد پشتیبان را حتی از درون پیچیدگیهای هندسی خارج میسازد—ایدهآل برای قطعات چاپ سهبعدی با ساختارهای مشبک یا کانالهای داخلی ریز.
– نحوه کار: مبدل (ترنسدیوسر) مایع تمیزکاری را در نوسان نگه میدارد و در فاز فشار پایین حبابها تشکیل و در فاز فشار بالا منفجر میشوند.
– مزایای کلیدی:
– پاکسازی یکنواخت: دسترسی به زیرگوشهها و فضاهای تنگ که برس یا اسپری نمیتوانند تمیز کنند.
– سرعت و تکرارپذیری: چرخههای ۵–۱۵ دقیقهای با نتایج یکسان در دستههای مختلف قطعات.
– ایمنی ماده: انتخاب حلالها یا شویندههای آبی مناسب امکان تمیزکاری بدون موجدادن یا آسیب سطحی حتی برای چاپهای SLA را میدهد.
– ملاحظات عملی:
– سایز تانک و چگالی توان: تجهیزات باید با ابعاد قطعات همخوانی داشته باشند—توان کم کاویتاسیون ضعیف و توان زیاد ممکن است به مواد نرم آسیب بزند.
– کنترل دما: گرم کردن حمام به ۳۰–۵۰ درجه سانتیگراد سرعت تمیزکاری را افزایش میدهد، اما برای رزینهای حساس باید مراقب بود.
– شیمی محلول: شویندههای قلیایی یا ویژه در حذف رزین ناپخت بهتر عمل میکنند؛ پس از آن آبکشی با ایزوپروپیل الکل یا آب دییونیزه از ایجاد لکه جلوگیری میکند.
میکس و پخت رزین فوتوپلیمر با کمک التراسونیک
در چاپهای رزینی (SLA/DLP)، توزیع یکنواخت فتوااینیسیتورها، رنگدانهها یا نانوذرات برای پخت لایهها حیاتی است. التراسونیک در دو مرحله به کار میآید: میکس (برای شکست خوشهها) و پسپخت (برای تسریع فرآیند پلیمریزاسیون).
– میکس التراسونیک:
– پخش افزودنیها: نانوپرکنندهها (مانند نانو لولههای کربنی یا پودرهای سرامیکی) معمولاً به هم میچسبند. یک سونیکاتور پروبی نیروی برش بالایی ایجاد میکند تا ذرات را جدا کرده و سوسپانسیون پایداری بسازد.
– تنظیم ویسکوزیته: سونیکاسیون کنترلشده میتواند ویسکوزیته رزین را اندکی کاهش دهد—با گرمکردن لحظهای و جهتدهی زنجیرههای پلیمری—و جریانپذیری در جزئیات ظریف را بهبود بخشد.
– تقویت پسپخت با التراسونیک:
– اثرات کاویتاسیون صوتی: هنگام اعمال التراسونیک در حین پستکیور UV، فروپاشی حبابها گرمای موضعی و میکس میکروسکوپی ایجاد کرده و نفوذ نور UV را عمیقتر میکند.
– کاهش زمان پخت: مطالعات نشان میدهد که با التراسونیک کمقدرت (مثلاً ۳۵ کیلوهرتز با ۱۰ وات بر لیتر) پخت کامل تا ۲۰–۳۰٪ سریعتر از UV خالص انجام میشود.
– بهبود خواص مکانیکی: چگالی بالاتر پیوندهای عرضی منجر به استحکام کششی بیشتر و چسبندگی سطحی کمتر میشود—مناسب برای نمونههای کاربردی یا قطعات نهایی.
چشم اندازهای آینده:
شکلدهی مواد با التراسونیک حین چاپ
تصور کنید نازل اکستروژن نهتنها فیلامنت را پخش میکند، بلکه با انتشار امواج التراسونیک با فرکانس تنظیمشده، شکل bead (پرتابه) مذاب را پیش از جامد شدن دستکاری میکند:
– کنترل نرمی سطح: با تنظیم موقعیت امواج ایستاده صوتی، میتوان ناهمواریهای لایهای (stair-step) را بدون نیاز به پولیش مکانیکی کاهش داد.
– ایجاد ساختارهای میکرو جهتدار: الیاف یا حوزههای کریستال مایع در مذاب پلیمری را میتوان با امواج التراسونیک همراستا کرد تا استحکام در جهتهای خاص تقویت شود.
– تولید تخلخل متغیر: با همگامسازی پالسهای صوتی و تزریق ماده، میتوان حبابهای میکروسکوپی کنترلشدهای ساخت—مناسب برای سازههای سبک یا داربستهای بافتی.
پیادهسازی نیازمند مبدلهای کوچک مقاوم در برابر حرارت و حلقههای بازخورد (مثلاً توموگرافی انسجام نوری) برای تنظیم دینامیک فرکانس و دامنه بهصورت آنی است.
در بیوپرینتینگ یا چاپ زیستی، چیدمان دقیق سلولهای زنده درون هیدروژلها برای بازسازی بافتها اهمیت زیادی دارد. استفاده از امواج اولتراسونیک، یک روش نوآورانه و غیرتماسی برای جابجایی سلولها است که بدون آسیب رساندن به آنها، دقت چیدمان را افزایش میدهد.
– فناوری Acoustic Tweezing:
با ایجاد امواج ایستاده، میتوان سلولها را به نقاط مشخص هدایت کرد و الگوهایی مانند رگهای خونی مصنوعی ساخت.
– افزایش زندهمانی و رشد سلولی:
امواج اولتراسونیک با شدت پایین باعث تحریک رشد سلولها و جهتدهی به تمایز سلولهای بنیادی میشود، که در نهایت به بهبود تشکیل بافت منجر میگردد.
– پایش زنده و دقیق:
با کمک تصویرسازی اولتراسونیک، میتوان حین چاپ، موقعیت سلولها و یکپارچگی ساختار را بررسی کرده و دقت چاپ را بهصورت آنی تنظیم نمود.
با این حال، چالشهایی مانند تنظیم دقیق فشار صوتی برای جلوگیری از آسیب به سلولها و طراحی مبدلهایی سازگار با محیط زیستی و چاپگرهای موجود همچنان نیاز به تحقیق و توسعه دارند.
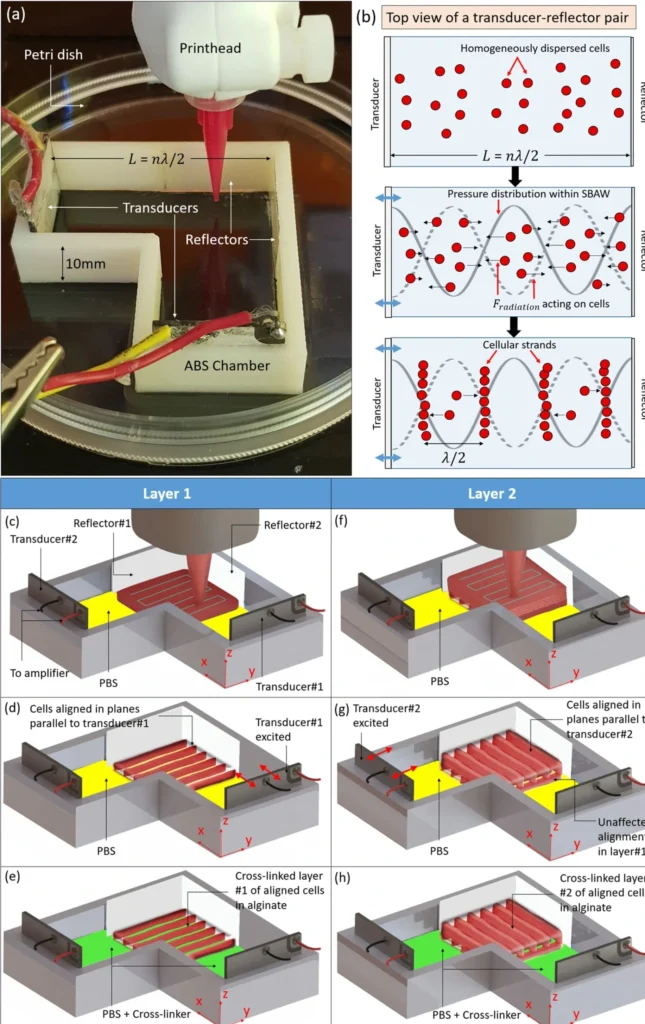
(SSAW) و (SBAW):
در چند سال اخیر، روش سنتی «امواج صوتی ایستاده سطحی» (SSAW) برای جابهجایی سلولهای تکی و ایجاد الگوهای سلولی دقیق به کار رفته است. ولی وقتی بخواهیم با چاپ سهبعدی زیستی چند لایه بسازیم، تولید همین امواج مستقیماً روی زیرلایه باعث میشود نتوانیم در لایههای بالا هم به یک اندازه نیرو وارد کنیم و اصطلاحاً «مقیاسپذیری» (scalability) محدود میشود.
برای حل این مشکل، ما از «امواج صوتی حجمی ایستاده» (SBAW) استفاده میکنیم. ایده ساده است:
1. موج صوتی جانبی: یک موج فشار از کنار به داخل یک محفظه مخصوص (UAC) فرستاده میشود.
2. ایجاد الگوی ایستا: وقتی این موج از دو طرف به هم برسد، بین آنها الگوی ایستادهای (standing wave) شکل میگیرد.
3. یکنواختی در ضخامت: چون موج از کنار پخش میشود، شدت آن در سراسر ضخامت سازه (محور z) ثابت میماند.
4. مناسب برای چند لایه:* این یکنواختی باعث میشود بتوانیم چندین لایه سلول را با آرایش دقیق چاپ کنیم، بدون این که در لایههای بالاتر نیرو کاهش پیدا کند.
به این ترتیب، SBAW امکان چاپ زیستی چندلایه با سلولهای مرتب و منظم را بهسادگی و دقت بیشتری فراهم میکند.
نتیجهگیری
در پایان، ترکیب فناوری التراسونیک با چاپ سهبعدی دریچههای نوینی به روی بهبود کیفیت، سرعت و دقت ساخت گشوده است. در مجموع، ادغام التراسونیک و چاپ سهبعدی فراتر از یک دستاورد تکنیکی، یک گام رو به جلو در جهت خودکارسازی هوشمند و بهینهسازی ساخت است که میتواند صنایع متعددی از پزشکی تا هوافضا را متحول کند.
منبع:
- 3D printing of extremely viscous materials using ultrasonic vibrations
- article_5360_669e1647b9f86d7007c2a08ca070b056.pdf
- View of Investigation of Mechanical Properties of Recycled ABS Printed with Open Source FDM Printer Integrated with Ultrasound Vibration
- Effect of Ultrasonic Vibration on Mechanical Properties of 3D Printing Non-Crystalline and Semi-Crystalline Polymers
- Novel 3D printer uses ultrasound vibration to produce parts from recycled ABS with improved properties – 3D Printing Industry
- New 3D Printing Process Rides on Ultrasonic Waves – 3D Printing Industry
- Effects of ultrasonic vibration on 3D printing of polylactic acid/akermanite nanocomposite scaffolds – PMC
- Characterizing the Process Physics of Ultrasound-Assisted Bioprinting | Scientific Reports
برای تجربه ی بهترین سفارش پرینت سه بعدی، با قیمتی مناسب، همین الان با ما تماس بگیرید.
آدرس: تهران، میدان آزادی، خیابان محمدخانی، پلاک 161، واحد 3