

پرینت سه بعدی رزین دنیای تولید مواد افزودنی را متحول کرده است و دقت و کیفیت سطح بی نظیری را ارائه می دهد. این فناوری که با نام استریولیتوگرافی (SLA) نیز شناخته میشود، از نور UV برای پخت لایه به لایه رزین مایع استفاده میکند و در نتیجه پرینتهایی با جزئیات و صاف انجام میشود. از طراحی جواهرات گرفته تا دندانپزشکی، پرینت سه بعدی رزین به دلیل توانایی در تولید هندسه های پیچیده با دقت استثنایی، کاربردهایی در صنایع مختلف پیدا کرده است.
این مقاله به پیچیدگی های پرینت سه بعدی رزین می پردازد و همه چیز را از ملاحظات طراحی گرفته تا تکنیک های پس از پردازش را پوشش می دهد. خوانندگان بینش هایی در مورد فرآیند چاپ به دست می آورند، در مورد اهمیت راه اندازی مناسب چاپگر و آماده سازی رزین، و مراحل مربوط به تکمیل چاپ رزین را کشف می کنند. در پایان، آنها درک جامعی از نحوه استفاده از قدرت چاپ سه بعدی رزین برای ایجاد قطعات پیچیده و با کیفیت خواهند داشت

آشنایی با فناوری پرینت سه بعدی رزین
پرینت سه بعدی رزین که به آن فوتوپلیمریزاسیون vat نیز گفته می شود، دنیای تولید مواد افزودنی را متحول کرده است. این فناوری از رزین های مایع برای ساخت اشیاء با دقت و کیفیت استثنایی استفاده می کند. این فرآیند شامل استفاده از نور با طول موج کوتاه برای جامد کردن رزین مایع به قطعات سه بعدی است که منجر به پرینت های بسیار دقیق و صاف می شود1.
چاپگرهای سه بعدی رزین چگونه کار می کنند
اصل اساسی پشت پرینت سه بعدی رزین استفاده از نور برای پخت رزین های فوتوپلیمر است. این فرآیند با یک پلت فرم ساخت پر از رزین مایع آغاز می شود. همانطور که چاپگر نور ساطع می کند، رزین مایع را به قطعات جامد، لایه به لایه، جامد یا سخت می کند1. این روش امکان ایجاد اشیاء پیچیده با جزئیات پیچیده را فراهم میکند که سایر روشهای چاپ سه بعدی برای دستیابی به آن تلاش میکنند.
اجزای اصلی رزین های فوتوپلیمر عبارتند از:
- مونومرها
- الیگومرها
- آغازگرهای نوری
این عناصر با هم کار می کنند تا بلوک های سازنده پلیمرهای با زنجیره بلند جامد جسم چاپی را تشکیل دهند. آغازگرهای نور مولکول های حساس به نور هستند که فرآیند پلیمریزاسیون را هدایت می کنند2
انواع پرینترهای سه بعدی رزینی
انواع مختلفی از پرینترهای سه بعدی رزینی وجود دارد که هر کدام دارای ویژگی ها و مزایای منحصر به فرد خود هستند:
- استریولیتوگرافی (SLA): چاپگرهای SLA از لیزرهای فرابنفش برای درمان رزین استفاده می کنند. لیزر از یک الگوی تولید شده توسط کامپیوتر پیروی می کند و نقاط انتخابی در رزین مایع را هدف قرار می دهد تا آن را جامد کند. چاپگرهای SLA میتوانند ویژگیهایی به اندازه 0.125 میلیمتر را تولید کنند که آنها را برای تولید اشیاء با جزئیات بسیار ایدهآل میکند.2.
- پردازش نور دیجیتال (DLP): چاپگرهای DLP با استفاده از فناوری مشابه پروژکتورهای سینمای خانگی، نور شدید UV را بر روی هر لایه رزین پخش می کنند. آنها کل لایه ها را به یکباره درمان می کنند و آنها را سریعتر از چاپگرهای SLA می کند اما به طور بالقوه برخی از جزئیات سطح را قربانی می کند.2.
- استریولیتوگرافی نقابدار (mSLA) یا LCD: این چاپگرها از یک صفحه نمایش LCD برای کنترل الگوی نورهای LED استفاده می کنند و لایه های رزین را قادر می سازند تا با دقت بالایی پخت شوند. آنها تعادلی بین سرعت و جزئیات ارائه می دهند و برای مشاغل کوچک و علاقه مندان محبوب هستند3.
اجزای کلیدی پرینتر سه بعدی رزین
یک چاپگر سه بعدی رزینی معمولی از چندین جزء ضروری تشکیل شده است:
- مخزن رزین: این مخزن رزین فوتوپلیمر مایع را نگه می دارد.
- Build Platform: سطحی که شی 3 بعدی روی آن ساخته شده است.
- منبع نور: بسته به نوع چاپگر، این می تواند یک لیزر UV (SLA)، یک پروژکتور دیجیتال (DLP) یا یک صفحه نمایش LCD با نور پس زمینه LED (mSLA) باشد.
- سیستم کنترل: این داده های مدل سه بعدی را تفسیر می کند و منبع نور و حرکات پلت فرم را کنترل می کند.
- رزین: ماده مایعی که برای تشکیل جسم سه بعدی پخت می شود. رزین های مختلف خواص مختلفی مانند دوام، انعطاف پذیری یا شفافیت را ارائه می دهند1.
برای آماده شدن برای چاپ، از نرم افزار CAD برای ایجاد یک مدل سه بعدی استفاده می شود که سپس توسط نرم افزار برش پردازش می شود. این نرم افزار لایه های جداگانه ای از مدل سه بعدی را بر اساس فرآیند و متریال چاپ انتخابی ایجاد می کند1. هرچه شیء جزئیات بیشتری داشته باشد، لایه های بیشتری خواهد داشت و به طور بالقوه زمان چاپ را افزایش می دهد.
پرینت سه بعدی رزین به دلیل توانایی در تولید هندسه های پیچیده با دقت استثنایی کاربردهایی در صنایع مختلف پیدا کرده است. از طراحی جواهرات گرفته تا دندانپزشکی، این فناوری امکانات جدیدی را برای ایجاد قطعات پیچیده و باکیفیت باز کرده است1.
طراحی مدل های پرینت سه بعدی رزین
ابزارهای نرم افزاری برای مدل سازی سه بعدی
دنیای نرمافزار مدلسازی سهبعدی بهطور قابل توجهی تکامل یافته است و طیف گستردهای از گزینهها را برای طراحان در تمام سطوح مهارت ارائه میکند. بسیاری از گزینههای نرمافزار مدلسازی با استفاده آسان، با چندین جایگزین رایگان، اکنون در دسترس هستند4. این ابزارها را میتوان بر اساس رویکرد مدلسازی آنها دستهبندی کرد، برخی از آنها از تکنیکهای مدلسازی جامد استفاده میکنند که همیشه مدلهای «منیفولد» یا «آببند» را تولید میکنند که برای پرینت سه بعدی ضروری هستند.4.
برای مبتدیان، Tinkercad به عنوان یک انتخاب عالی برجسته است. این کتابخانه گسترده ای از اشکال، به اشتراک گذاری آسان فایل و ادغام مستقیم با خدمات چاپ سه بعدی را ارائه می دهد.4. کاربران پیشرفته تر ممکن است Blender را ترجیح دهند، نرم افزار منبع باز که جنبه های مختلف ایجاد سه بعدی، از جمله مدل سازی، انیمیشن، و شبیه سازی را پوشش می دهد.4.
گزینههای درجه حرفهای عبارتند از Fusion 360، یک برنامه CAD 3D مبتنی بر ابر که همکاری در پروژههای پیچیده را تسهیل میکند، و SolidWorks، که در ایجاد انحناهای دقیق با استفاده از یک سیستم nurb عالی است.4.
بهینه سازی طرح ها برای چاپ رزین
هنگام طراحی مدل هایی برای پرینت سه بعدی رزین، مهم است که ویژگی های منحصر به فرد این فناوری را در نظر بگیرید. چاپ SLA (Stereolithography) برای تولید قطعات کوچک و صاف با جزئیات ظریف که نیاز به دقت بالایی دارند بهترین گزینه است.5.
برای بهینه سازی طرح ها برای چاپ رزین، طراحان باید:
- تعداد اعضای افقی را محدود کنید
- توخالی کردن اجزا
- سطح مقطع را کاهش دهید5
طراحان باید به ضخامت دیوار نیز توجه کنند. ضخامت دیوارهای تکیه گاه باید حداقل 0.4 میلی متر باشد، در حالی که دیوارهای بدون تکیه گاه باید حداقل 0.6 میلی متر ضخامت داشته باشند.5. برای اورهنگ ها، توصیه می شود در صورت چاپ بدون ساپورت، طول آنها کمتر از 1.0 میلی متر و حداقل 19 درجه از سطح باشد.5.
اضافه کردن پشتیبانی و جهت
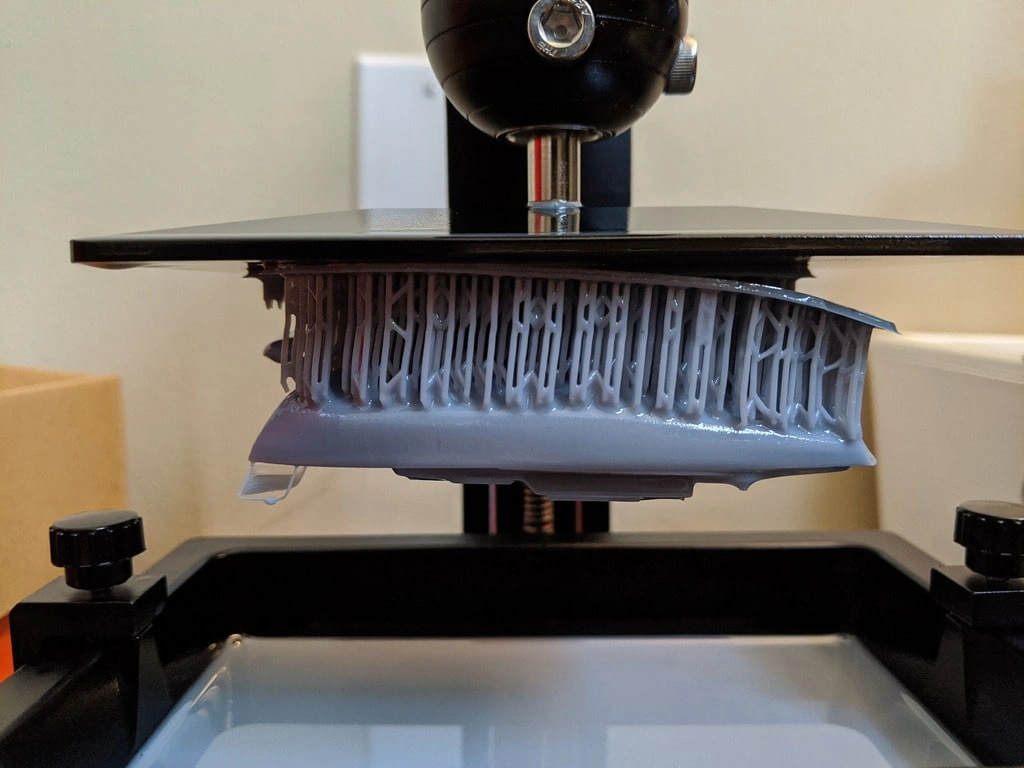
جهت گیری مناسب و ساختارهای پشتیبانی برای چاپ موفق رزین بسیار مهم است. چاپ رزین معمولاً وارونه رخ می دهد و لایه به لایه از یک صفحه ساختمانی معلق در هوا تشکیل می شود.6. برای اطمینان از چسبیدن چاپ ها به صفحه ساخت، معمولاً پشتیبانی لازم است.
هنگام اضافه کردن پشتیبانی:
- مطمئن شوید که پایین ترین نقطه چاپ حداقل یک تکیه گاه سنگین دارد6.
- به دنبال “جزایر” باشید – مناطقی که به بقیه چاپ متصل نیستند – و از آنها پشتیبانی کنید6.
- در صورت امکان از تکیه گاه های سبک استفاده کنید تا آسیب سطح را به حداقل برسانید، اما برای مسافت های طولانی تر یا چاپ های سنگین تر از تکیه گاه های متوسط تا سنگین استفاده کنید.6.
جهت گیری نقش مهمی در به حداقل رساندن نیاز به پشتیبانی و بهبود کیفیت چاپ دارد. قرار دادن قطعات پرینت سه بعدی روی تخت با زاویه 30 تا 45 درصد یک روش معمول است.7. این رویکرد، همراه با ساختارهای پشتیبانی مناسب، می تواند به دستیابی به نتایج فوق العاده برای تقریباً هر پروژه کمک کند7.
با در نظر گرفتن دقیق این جنبههای طراحی، بهینهسازی و پشتیبانی، طراحان میتوانند از پتانسیل کامل پرینت سه بعدی رزین برای ایجاد قطعات پیچیده و با کیفیت بالا با دقت استثنایی و پرداخت سطح استفاده کنند.
آماده سازی چاپگر و رزین
کالیبره کردن چاپگر
کالیبراسیون مناسب برای دستیابی به نتایج بهینه در پرینت سه بعدی رزین بسیار مهم است. یکی از مهم ترین جنبه ها، یافتن تنظیمات نوردهی صحیح برای رزین خاص مورد استفاده است8. یک نقطه شروع خوب استفاده از زمان نوردهی استاندارد 2.5 ثانیه است که می تواند بر اساس ویژگی های چاپگر و خواص رزین تنظیم شود.8.
برای تنظیم دقیق تنظیمات نوردهی، انجام تست های نوردهی توصیه می شود. این آزمایشها حداقل رزین مصرف میکنند و نسبتاً سریع چاپ میشوند، که امکان تکرارهای متعدد را برای تعیین بهترین تنظیمات برای چاپگر، رزین و محیط چاپ خاص فراهم میکند.8. به عنوان مثال، هنگام کالیبره کردن یک چاپگر Mars 3 با رزین سبز نعنایی، آزمایشها در زمانهای مختلف قرار گرفتن در معرض، از 2.0 ثانیه تا 1.0 ثانیه، با تنظیم بهینه حدود 1.8 ثانیه انجام شد.8.
انتخاب رزین مناسب
انتخاب رزین مناسب برای دستیابی به نتایج مطلوب در پرینت سه بعدی ضروری است. انتخاب به عواملی مانند استفاده مورد نظر از آیتم و سطح جزئیات مورد نیاز بستگی دارد9. در اینجا یک مرور مختصر از انواع رزین های رایج آورده شده است:
- رزین استاندارد SLA: مقرون به صرفه و مناسب برای نمونههای اولیه و مدلهای با استفاده محدود با جزئیات خوب اما بالقوه شکننده در هنگام پخت9.
- رزین های SLA مانند ABS: سفت تر و سخت تر از رزین های استاندارد، ایده آل برای مصارف حرفه ای و صنعتی9.
- رزین های SLA سخت: فرموله شده برای انعطاف پذیری، مناسب برای نمونه های اولیه که نیاز به تست استرس دارند یا قطعاتی که در معرض استفاده مکرر قرار دارند.9.
- رزین های پزشکی SLA: زیست سازگار و مناسب برای قرار گرفتن طولانی مدت در معرض بافت انسان یا حیوان9/21.
- رزین های انعطاف پذیر SLA: قابلیت خم شدن را پس از پخت، حفظ می کنند، در انواع شفاف یا رنگی موجود است.9.
برای پروژه های همه منظوره و نمونه سازی، پلاستیک های PLA و ABS انتخاب های محبوبی هستند. کاربردهای تخصصی تر، مانند مدل های پزشکی یا مینیاتورهای دقیق، ممکن است از رزین هایی مانند نایلون یا پلی کربنات بهره مند شوند.10.
ملاحضات امنیتی
هنگام کار با پرینت سه بعدی رزین، ایمنی باید در اولویت باشد. در اینجا برخی از اقدامات ایمنی ضروری است که باید دنبال کنید:
- تجهیزات حفاظت فردی (PPE):
- ملاحظات فضای کاری:
- حمل و نقل و انبار:
- تمیز کردن و دفع:
با پیروی از این دستورالعمل ها و اولویت دادن به ایمنی، کاربران می توانند خطرات مرتبط با پرینت سه بعدی رزین را به حداقل برسانند و از یک محیط کاری ایمن اطمینان حاصل کنند.
فرآیند چاپ
برش مدل
اولین مرحله در فرآیند پرینت سه بعدی رزین شامل برش مدل با استفاده از نرم افزار تخصصی است. این نرم افزار یک فایل کامپیوتری سه بعدی را به فرمتی تبدیل می کند که پرینتر سه بعدی رزین بتواند آن را درک کند13. گزینه های محبوب نرم افزار برش شامل Lychee و Chitubox هستند که رابط های بصری را برای آماده سازی مدل ها برای چاپ ارائه می دهند.13.
هنگامی که یک مدل برش داده می شود، نرم افزار صدها یا به طور بالقوه هزاران تصویر سیاه و سفید تولید می کند که وقتی روی هم قرار می گیرند، مدل سه بعدی مورد نظر را نشان می دهند.13. این تصاویر مربوط به لایه های جداگانه ای است که چاپگر در طول فرآیند چاپ ایجاد می کند.
اکثر نرم افزارهای برش را می توان به سه مرحله اصلی تقسیم کرد:
- چیدمان مدل
- آماده سازی تکیه گاه ها
- در حال صادر کردن فایل برش شده13
در مرحله چیدمان، کاربران می توانند مدل را در فضای ساخت مجازی قرار دهند، آن را مقیاس کنند و تنظیمات لازم را انجام دهند. بسیار مهم است که کل مدل را در منطقه ساخت نگه دارید تا مطمئن شوید که به درستی چاپ می شود13. یک روش خوب این است که مدل را به گونه ای جهت دهید که لبه هایی که به بهترین سطح پرداخت نیاز دارند، از پلت فرم ساخت دور شوند و نیاز به تکیه گاه روی این سطوح را به حداقل برسانید.13.
تنظیمات نوردهی
تنظیمات نوردهی نقش مهمی در تعیین کیفیت و موفقیت پرینت سه بعدی رزین ایفا می کند. زمان قرار گرفتن در معرض مشخص می کند که چاپگر چه مدت رزین را در معرض نور UV قرار می دهد تا هر لایه را خشک کند14. یافتن زمان نوردهی مناسب برای دستیابی به کیفیت چاپ مطلوب و اجتناب از مسائلی مانند نوردهی کم یا نوردهی بیش از حد بسیار مهم است.
نوردهی کم زمانی اتفاق میافتد که زمان نوردهی خیلی کوتاه باشد و در نتیجه اتصالات ضعیف بین لایهها یا پشتیبانی از کار افتاده باشد.14. چاپهای کم نور ممکن است ویژگیهای مثبت نازکتر و ویژگیهای منفی بزرگتر از آنچه در نظر گرفته شده است داشته باشند14. برعکس، نوردهی بیش از حد زمانی اتفاق میافتد که زمان نوردهی بیش از حد طولانی باشد و باعث گسترش ویژگیهای مثبت و ویژگیهای منفی کوچکتر شود.14. چاپهایی که بیش از حد در معرض دید قرار میگیرند ممکن است پف کرده و سوراخهایی پر از رزین پخته شده به نظر برسند14.
برای تعیین تنظیمات نوردهی بهینه، توصیه میشود چندین قسمت کالیبراسیون را با زمانهای نوردهی متفاوت چاپ کنید. یک نقطه شروع خوب این است که از تنظیمات توصیه شده سازنده استفاده کنید و سپس قطعات کالیبراسیون اضافی را با نوردهی 10 تا 20 درصد طولانی تر و کوتاه تر چاپ کنید.14.
نظارت بر چاپ
نظارت موثر بر چاپ برای حصول اطمینان از نتایج موفقیت آمیز و رسیدگی به مشکلاتی که ممکن است در طول فرآیند چاپ ایجاد شود ضروری است. فناوری مدرن نظارت از راه دور پرینترهای سه بعدی را امکان پذیر کرده است و به کاربران امکان می دهد تا چاپ های خود را از راه دور بررسی کنند.15.
یکی از روش های نظارت شامل استفاده از دوربین های هوشمند برای مشاهده پیشرفت چاپ است. این تنظیمات به کاربران امکان میدهد تا خرابیهای چاپ را زود تشخیص دهند و اقدامات لازم را انجام دهند، مانند توقف چاپ از راه دور برای جلوگیری از هدر رفتن مواد.15. برخی از چاپگرها همچنین دارای ویژگیهای داخلی هستند که میتوانند در صورت شناسایی مشکلات، چاپ را متوقف کنند، مانند سنسورهای فرسودگی رشته15.
برای کسانی که به دنبال بررسی صفحه LCD چاپگر خود در حین چاپ هستند، مهم است که این کار را با خیال راحت انجام دهند. اکثر چاپگرها دارای پوششی هستند که نور UV را مسدود می کند و از رزین و چشم کاربر محافظت می کند16. برای آزمایش آسیب احتمالی پنل LCD یا خرابی فایل، کاربران میتوانند یک مدل بلوک ساده 1 میلیمتری ایجاد کنند که کل اندازه تخت را پوشش میدهد و یک “چاپ آزمایشی” را با برداشتن دیسک و صفحه ساخت انجام دهند.16. قرار دادن یک ورق کاغذ روی صفحه LCD می تواند به تجسم هرگونه آسیب یا بی نظمی کمک کند16.
با در نظر گرفتن دقیق این جنبههای فرآیند چاپ، از برش تا نظارت، کاربران میتوانند گردش کار پرینت سه بعدی رزین خود را بهینه کنند و به نتایج باکیفیت دست یابند.
چاپ رزین پس از پردازش
تمیز کردن قطعات چاپ شده
اولین مرحله در چاپ رزین پس از پردازش شامل تمیز کردن کامل برای حذف رزین چسبنده اضافی از سطح است. عدم تمیز کردن قطعات به درستی منجر به چاپ چسبناک و نامناسب می شود که این مرحله را برای پرینت سه بعدی موفق حیاتی می کند.17.
برای تمیز کردن موثر چاپ های رزین:
- از ایزوپروپیل الکل (IPA) با غلظت حداقل 90 درصد یا تری پروپیلن گلیکول مونو متیل اتر (TPM) استفاده کنید.17.
- قطعات را در حلال حرکت دهید و برای تمیز کردن بهینه آنها را خیس کنید17.
- قبل از برداشتن ساپورت ها، چاپ ها را تمیز کنید17.
- برای طرحهایی با کانالهای باریک، از یک سرنگ برای تمیز کردن رزین داخلی استفاده کنید و از سخت شدن که میتواند کانالها را مسدود کند، جلوگیری کنید.17.
برخی از قطعات ممکن است برای تمیز کردن کامل نیاز به دو شستشو در IPA یا TPM داشته باشند. پس از شستشو با حلال، توصیه می شود قطعات را در آب بشویید17.
برای شستشو و آبکشی خودکار، Formlabs استفاده از Form Wash را برای چاپگرهای رومیزی و Form Wash L را برای چاپگرهای سه بعدی صنعتی SLA با فرمت بزرگ توصیه می کند.17.
چاپ رزین پخت
پس از تمیز کردن، چاپ های رزین باید با نور ماوراء بنفش اضافی کاملاً خشک شوند. چندین روش برای رسیدن به این هدف وجود دارد:
- درمان آفتاب:
- جعبه پخت DIY UV:
- ایستگاه های پخت تجاری:
- اینها قرار گرفتن در معرض اشعه ماوراء بنفش قوی تر و پایدارتری را ارائه می دهند18.
- برای بهترین نتایج، زمانهای پخت توصیه شده توسط سازنده را دنبال کنید.
توجه به این نکته مهم است که پخت بیش از حد می تواند چاپ ها را شکننده کند، بنابراین زمان های پخت توصیه شده را رعایت کنید18.
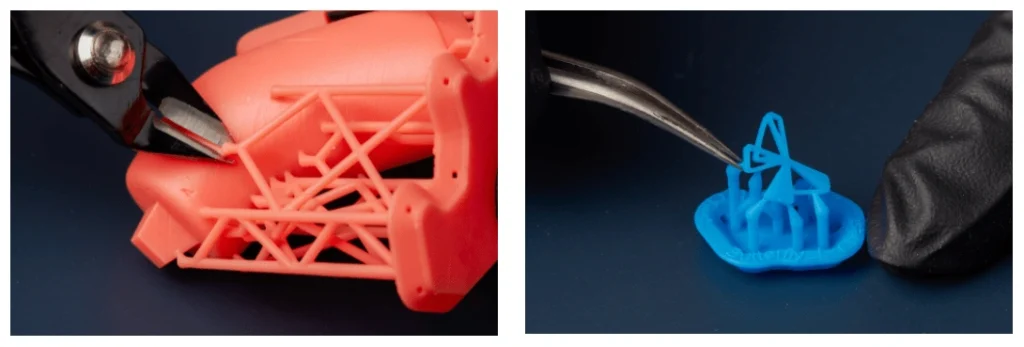
حذف ساپورت
حذف ساپورت گامی مهم در دستیابی به یک چاپ تمیز و تمام شده است. در اینجا دو روش موثر وجود دارد:
- روش آب گرم:
- برداشتن پس از درمان:
پس از حذف ساپورت، از فایلهای الماس کوچک استفاده کنید تا با دقت تمام نوکهای باقیمانده را جدا کنید20. این را می توان در حالی انجام داد که چاپ مرطوب است تا از ورود گرد و غبار در هوا جلوگیری شود20.
با پیروی از این مراحل پس از پردازش، سازندگان می توانند اطمینان حاصل کنند که چاپ رزین آنها تمیز، کاملاً پخته شده و فاقد ساختارهای پشتیبانی است و در نتیجه محصولات نهایی با کیفیت بالا تولید می شود.
نتیجه
پرینت سه بعدی رزین انقلابی را در دنیای تولید مواد افزودنی ایجاد کرده است و دقت و کیفیت سطح بی نظیری را ارائه می دهد. از مرحله طراحی اولیه تا مراحل نهایی پس از پردازش، این فناوری امکان ایجاد قطعات پیچیده و با کیفیت بالا را در صنایع مختلف فراهم می کند. توانایی تولید هندسه های پیچیده با دقت استثنایی، امکانات جدیدی را در زمینه های مختلف از طراحی جواهرات گرفته تا دندانپزشکی باز کرده است.
برای استفاده حداکثری از پرینت سه بعدی رزین، توجه به هر مرحله از فرآیند بسیار مهم است. این شامل انتخاب ابزارهای نرم افزاری مناسب، بهینه سازی طرح ها، راه اندازی صحیح چاپگر، انتخاب رزین های مناسب و پیروی از روش های مناسب پس از پردازش است. با تسلط بر این جنبه ها، سازندگان می توانند از پتانسیل کامل پرینت سه بعدی رزین استفاده کنند تا ایده های خود را با جزئیات و دقت خیره کننده زنده کنند.

منابع
[1] – https://nexa3d.com/blog/resin-3d-printing/
[2] – https://www.hatchbox3d.com/pages/photopolymer-resin
[3] – https://www.wevolver .com/article/how-do-resin-printers-work
[4] – https://3dprinting.com/software/
[5] – https://www.hubs.com/knowledge-base/how-design- parts-sla-3d-printing/
[6] – https://www.youtube.com/watch?v=MU0Cq_bjhy4
[7] – https://www.gambody.com/blog/best-resin-printing-tips -for-orienting-models-on-sla-dlp-lcd-3d-printers/
[8] – https://www.youtube.com/watch?v=-pbi6CkZxgA
[9] – https://www.bridgewaterstudio .net/blog/types-of-resins-for-3d-printing-which-is-best
[10] – https://www.3ds.com/make/solutions/blog/best-resins-3d-printing
[ 11] – https://radtech.org/safe-handling-of-3d-printing-resins/
[12] – https://ameralabs.com/blog/uncover-resin-safety-myths-3d-printing/
13] – https://www.youtube.com/watch?v=CHPHh1tIWu0
[14] – https://ameralabs.com/blog/the-complete-resin-3d-printing-settings-guide-for-beginners/
[15] – https://www.youtube.com/watch?v=2Q3xwvFH0QQ
[16] – https://3dprinting.stackexchange.com/questions/18873/can-i-safely-look-at-my-resin -printer-screen-while-its-printing
[17] – https://formlabs.com/blog/alternate-wash-solutions/
[18] – https://www.youtube.com/watch?v=LWtnBqnHpR8
[ 19] – https://www.youtube.com/watch?v=qV8Hq_6lOlQ
[20] – https://www.cobramode.com/blog/support-removal-best-practices-for-delicate-prints/
برای تجربه ی بهترین سفارش پرینت سه بعدی، با قیمتی مناسب، همین الان با ما تماس بگیرید.
آدرس: تهران، میدان آزادی، خیابان محمدخانی، پلاک 161، واحد 3
کلمات کلیدی
خدمات پرینت سه بعدی – خدمات پرینت سه بعدی در تهران – خدمات پرینت سه بعدی در غرب تهران – خدمات پرینت سه بعدی ارزان – پرینت سه بعدی ارزان – خدمات پرینت – خدمات پرینتر – خدمات پرینتر سه بعدی – پرینت سه بعدی در پزشکی – ساخت اکشن فیگور – سفارش پرینت سه بعدی – تحویل سریع پرینت سه بعدی – نصب دستگاه پرینت سه بعدی – نصب دستگاه پرینتر سه بعدی – سفارش پرینت سه بعدی سریع – تحویل سریع سفارش پرینت سه بعدی – پرینت 3 بعدی – فیلامنت – پرینت رزینی – سفارش پرینت رزینی – سفارش قالب جواهر سازی – ساخت قالب جواهر سازی – پرینت رزینی در جواهر سازی – پرینت سه بعدی در قالب جواهر سازی – آینده ی پرینت رزینی – آینده ی پرینتر سه بعدی – قیمت پرینت سه بعدی – قیمت پرینت رزینی – قیمت پرینت رزین – دستگاه پرینت رزینی – رزین – PLA – SDA – تعرفه ی خدمات پرینت سه بعدی – تعرفه ی پرینت سه بعدی – قیمت پرینت سه بعدی – مقاله ی کامل پرینت سه بعدی – مقاله ی کامل کاربرد پرینت سه بعدی در پزشکی – هوش مصنوعی در پرینت سه بعدی