

1.رشته ای شدن
رشته رشته شدن در چاپ سه بعدی، یک مشکل رایج در چاپ سه بعدی است که رشتههای نازک و ناخواستهای از فیلامنت را بین قسمتهای چاپ سه بعدی شما باقی میگذارد. این میتواند منجر به چاپهای نامرتب و کاهش کیفیت مدل نهایی شود.
چه چیزی باعث رشته شدن در چاپ سه بعدی میشود؟
- دمای بالای نازل: گرمای بیش از حد باعث روانتر شدن فیلامنت میشود و احتمال چکه کردن را افزایش میدهد.
- تنظیمات نامناسب جمع شدن: سرعت جمع شدن پایین یا فاصله جمع شدن ناکافی میتواند باعث شود که فیلامنت مذاب در حین حرکت نازل چکه کند.
- خنک شدن ناکافی: خنک شدن ضعیف مانع از جامد شدن سریع فیلامنت میشود و منجر به رشته شدن آن میشود.
- سرعت چاپ سریع: سرعتهای بالا میتواند از جامد شدن کامل فیلامنت قبل از حرکت نازل جلوگیری کند.
- فیلامنت مرطوب: فیلامنت مرطوب میتواند در حین اکستروژن بخار تولید کند و منجر به ذوب و رشته شدن نامنظم شود.
چگونه مشکل رشته ای شدن در چاپ سه بعدی را حل کنیم؟
- فیلامنت را خشک نگه دارید:
فیلامنت را در جای خشک و خنک نگهداری کنید.
اگر فیلامنت رطوبت جذب کرده است، از خشککن فیلامنت استفاده کنید یا آن را در دمای پایین در فر بپزید تا آب آن خارج شود.
محدوده دمایی توصیه شده توسط سازنده برای فیلامنت خود را بررسی کنید.
اگر رشته شدن ادامه دارد، دمای نازل را ۵ تا ۱۰ درجه سانتیگراد کاهش دهید و مطمئن شوید که فیلامنت بیش از حد روان نیست.
- تنظیمات جمع شدن را تنظیم کنید:
فاصله جمع شدن را ۱ تا ۲ میلیمتر از تنظیم پیشفرض افزایش دهید تا فیلامنت در حین حرکت به داخل نازل برگردد.
سرعت جمع شدن را ۱۰ تا ۲۰ میلیمتر بر ثانیه افزایش دهید تا خروج فیلامنت تسریع شود و پلاستیک مذاب اضافی کاهش یابد.
- کنترل سرعت چاپ:
سرعت چاپ را به دقت تنظیم کنید تا تعادلی پیدا کنید که در آن فیلامنت زمان کافی برای جامد شدن بدون افت کیفیت چاپ داشته باشد.
سرعتهای مختلف را آزمایش کنید تا رشته شدن را به حداقل برسانید و در عین حال سطح صافی را حفظ کنید.
- کالیبره کردن منظم:
مطمئن شوید که تنظیمات چاپگر سهبعدی شما، از جمله قطر نازل و ضریب اکستروژن، برای هر کار چاپ به خوبی کالیبره شده است.
- نازل را مرتباً تمیز کنید:
به طور دورهای نازل را با یک برس سیمی برنجی یا فولادی تمیز کنید تا بقایای فیلامنت از بین برود. در صورت مشاهده ساییدگی، نازل را تعویض کنید.
جنس فیلامنت:
PLA: کمترین رشتهشدن را دارد و معمولاً با تنظیمات پیشفرض خوب کار میکند.
PETG: بهخاطر ویسکوزیته پایین، رشتهشدنش بالاست؛ نیاز به کاهش دما و رترکشن بیشتر.
ABS: متوسط؛ دما و رترکشن شبیه PLA اما گاهی نیاز به بسترسازی گرم داشته تا چسبندگی بهتر شود.
TPU: انعطافپذیری زیاد باعث میشود با هر رترکشن رشته بکشد؛ حداقل فاصله و سرعت رترکشن را امتحان کنید.
نایلون: ریزترین رشتهها را میدهد و به دمای بالاتر و رترکشن مناسب نیاز دارد.
موادی مانند ABS و PLA معمولاً با سرعت ۴۰ تا ۶۰ میلیمتر بر ثانیه و رترکشن ۰.۵ تا ۱.۰ میلیمتر در اکسترودرهای مستقیم به خوبی عمل میکنند. این ارقام ثابت نیستند و میتوانند بر اساس متغیرهای زیادی تغییر کنند.
دمای ایدهآل به جنس چاپ و سایر تنظیمات چاپ بستگی دارد. با این حال، معمولاً توصیه میشود به محض مشاهده رشته رشته شدن، دما را کاهش دهید. میتوانید دمای نازل را به صورت گام به گام ۵ تا ۱۰ درجه سانتیگراد کاهش دهید، اما هرگز دما را کمتر از حداقل مشخصات سازنده کاهش ندهید. اینها دماهای نازل توصیه شده برای برخی از محبوبترین فیلامنتها هستند:
(PLA): ۱۸۰–۲۲۰ درجه سانتیگراد
(ABS): ۲۱۰–۲۵۰ درجه سانتیگراد (بستر چاپ ۹۰–۱۱۰ درجه سانتیگراد)
(PETG): ۲۲۰–۲۵۰ درجه سانتیگراد
- (TPU): ۲۱۰–۲۳۰ درجه سانتیگراد (بستر چاپ ۳۰–۶۰ درجه سانتیگراد)
- نایلون: ۲30–۲60 درجه سانتیگراد (بستر چاپ 40–70 درجه سانتیگراد)


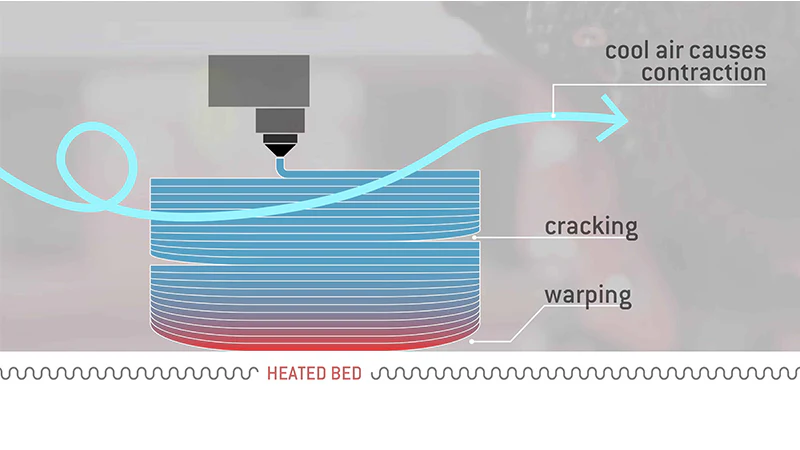
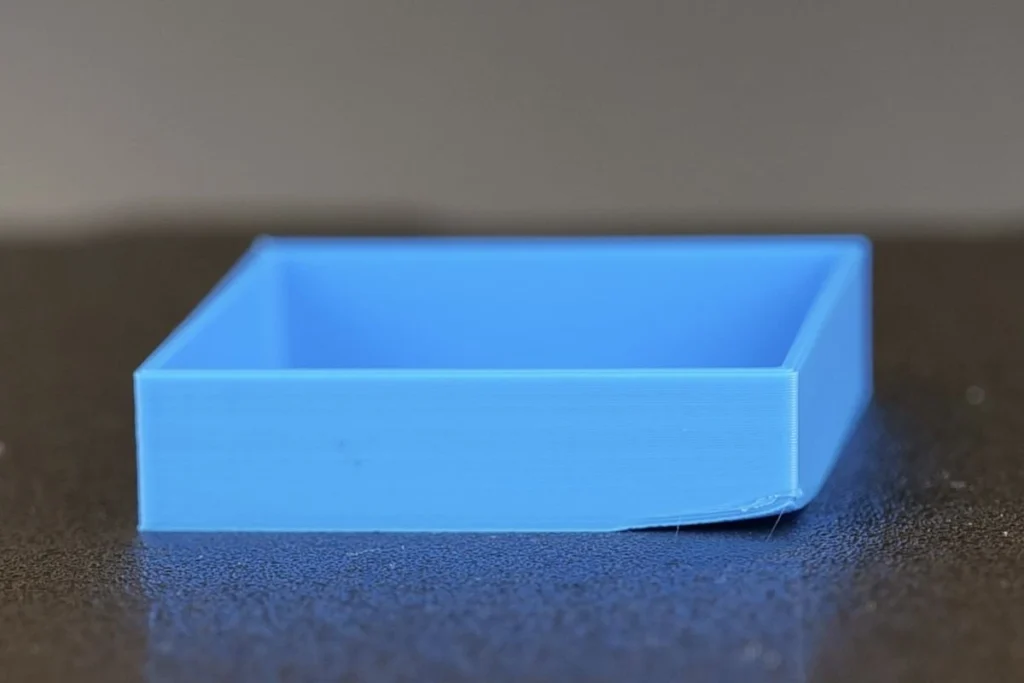
2.تاب برداشتن چاپ سه بعدی
تاب برداشتن قطعه در چاپ سه بعدی یک مشکل رایج در مدلسازی رسوب ذوبی (FDM) است که باعث تغییر شکل قطعات، به ویژه در پایه، میشود، جایی که گوشهها میتوانند به سمت بالا خم شوند و از بستر چاپ جدا شوند.
چه چیزی باعث تاب برداشتن در چاپ سه بعدی میشود؟
- اختلاف دما: خنک شدن ناهموار یا سریع در طول فرآیند چاپ میتواند باعث کوچک شدن فیلامنت و کشیدن آن به لایههای اطراف شود و در نتیجه باعث تاب برداشتن شود.
- چسبندگی ضعیف بستر: اگر لایه اول محکم به بستر چاپ نچسبد، پیوند میتواند ضعیف شود و باعث شود گوشههای چاپ با خنک شدن ماده بلند شوند.
- تنظیمات فن خنککننده: خنک کردن شدید میتواند تغییرات ناگهانی دما ایجاد کند و منجر به انقباض ناهموار و تاب برداشتن شود.
چگونه از تاب برداشتن در چاپ سه بعدی جلوگیری و آن را اصلاح کنیم؟
- از مواد مقاوم در برابر تاب برداشتن استفاده کنید:
موادی مانند PLA یا PETG را انتخاب کنید که به دلیل نقطه ذوب پایینتر و خواص چسبندگی بهتر، کمتر مستعد انقباض و تاب برداشتن هستند.
- بهبود چسبندگی بستر:
از محلولهای چسب مانند چسبهای ماتیکی، اسپری مو یا چسبهای مخصوص چاپ سه بعدی استفاده کنید.
قبل و بعد از هر چاپ، بستر چاپ را کاملاً تمیز کنید تا از چسبندگی پایدار اطمینان حاصل شود.
- محیط چاپ را کنترل کنید:
از یک محفظه چاپ محصور برای حفظ دمای پایدار در طول فرآیند چاپ استفاده کنید.
سرعت فن خنککننده را تنظیم کنید تا از خنک شدن شدید که میتواند به تاب برداشتن کمک کند، جلوگیری شود.
- تنظیم پارامترهای چاپ:
از یک صفحه ساخت گرم شده که روی دمای توصیه شده برای نوع فیلامنت شما تنظیم شده است، برای بهبود چسبندگی استفاده کنید.
تنظیماتی مانند سرعت چاپ و سرعت فن خنککننده را برای به حداقل رساندن بیشتر پیچ خوردگی چاپ سه بعدی تنظیم کنید.
- بستر چاپ و فیلامنت را از قبل گرم کنید:
قبل از شروع، اجازه دهید بستر چاپ و فیلامنت به دمای مطلوب برسند تا چسبندگی و اکستروژن پایدار تضمین شود و کیفیت کلی چاپ بهبود یابد. چاپگر خود را کالیبره کنید: مرتباً تراز بستر را بررسی کنید و مطمئن شوید که اکسترودر شما برای اکستروژن یکنواخت به درستی کالیبره شده است.
- از محفظه استفاده کنید:
برای موادی که مستعد تاب برداشتن هستند (مانند ABS و نایلون)، یک محفظه بسته یا یک مانع میتواند به حفظ دمای پایدار در ناحیه چاپ کمک کند و به طور موثر خنک شدن ناهموار را که باعث تاب برداشتن میشود، کاهش دهد.
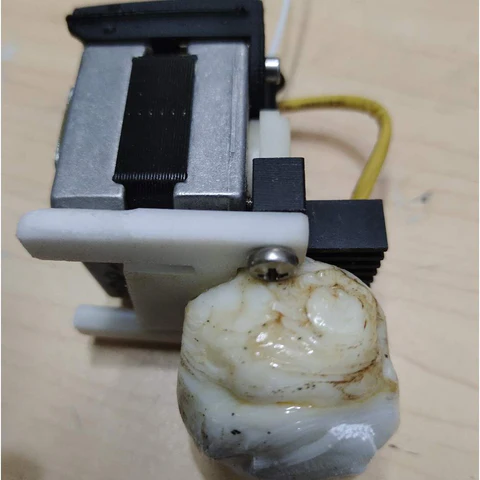
3.نازل مسدود شده
یکی از ناامیدکنندهترین مشکلات در چاپ سهبعدی، گرفتگی نازل است که زمانی رخ میدهد که مواد، جریان فیلامنت را از طریق نازل چاپگر مسدود میکنند. این امر میتواند منجر به چاپهای بیکیفیت، خرابی کامل چاپ یا حتی آسیب به چاپگر در صورت عدم رفع سریع شود.
چه عواملی باعث گرفتگی نازل چاپگر سه بعدی میشود؟
- باقیمانده فیلامنت:
فیلامنت قدیمی یا بیکیفیت میتواند ذراتی را به جا بگذارد که به مرور زمان جمع میشوند.
- چاپ در دمای نامناسب:
دمای خیلی پایین یا خیلی بالا میتواند باعث شود فیلامنت به درستی جریان پیدا نکند یا درون نازل تجزیه شود.
گرد و غبار یا کثیفی در فیلامنت: فیلامنت کثیف میتواند آلایندهها را وارد نازل کند.
- جابجایی بین انواع فیلامنت:
مواد ناسازگار میتوانند باقیماندهای را به جا بگذارند که نازل را مسدود کند.
چگونه گرفتگی نازل چاپگر سه بعدی را برطرف کنیم؟
- باز کردن و تمیز کردن دستی:
نازل را از چاپگر جدا کنید.
برای بقایای ABS، نازل را در استون خیس کنید. برای سایر فیلامنتها مانند PLA یا PETG، نازل را گرم کنید. سپس از یک فیلامنت تمیزکننده یا یک برس سیمی نرم برای پاک کردن بقایای آن استفاده کنید.
نازل تمیز شده را پس از اطمینان از خشک شدن کامل، دوباره نصب کنید.
مراقب باشید به قسمت داخلی نازل آسیب نرسانید.
- تنظیمات جمع شدن را تنظیم کنید:
فاصله و سرعت جمع شدن را کاهش دهید تا خطر سخت شدن فیلامنت مذاب در داخل نازل به حداقل برسد.
تنظیمات جمع شدن را برای هر نوع فیلامنت آزمایش و کالیبره کنید.
نگهداری منظم انجام دهید: تمیز کردن دورهای نازل از ایجاد گرفتگی در طول زمان جلوگیری میکند.
- نازلهای یدکی را در دسترس داشته باشید:
داشتن نازلهای اضافی امکان تعویض سریع را در حین عیبیابی فراهم میکند.

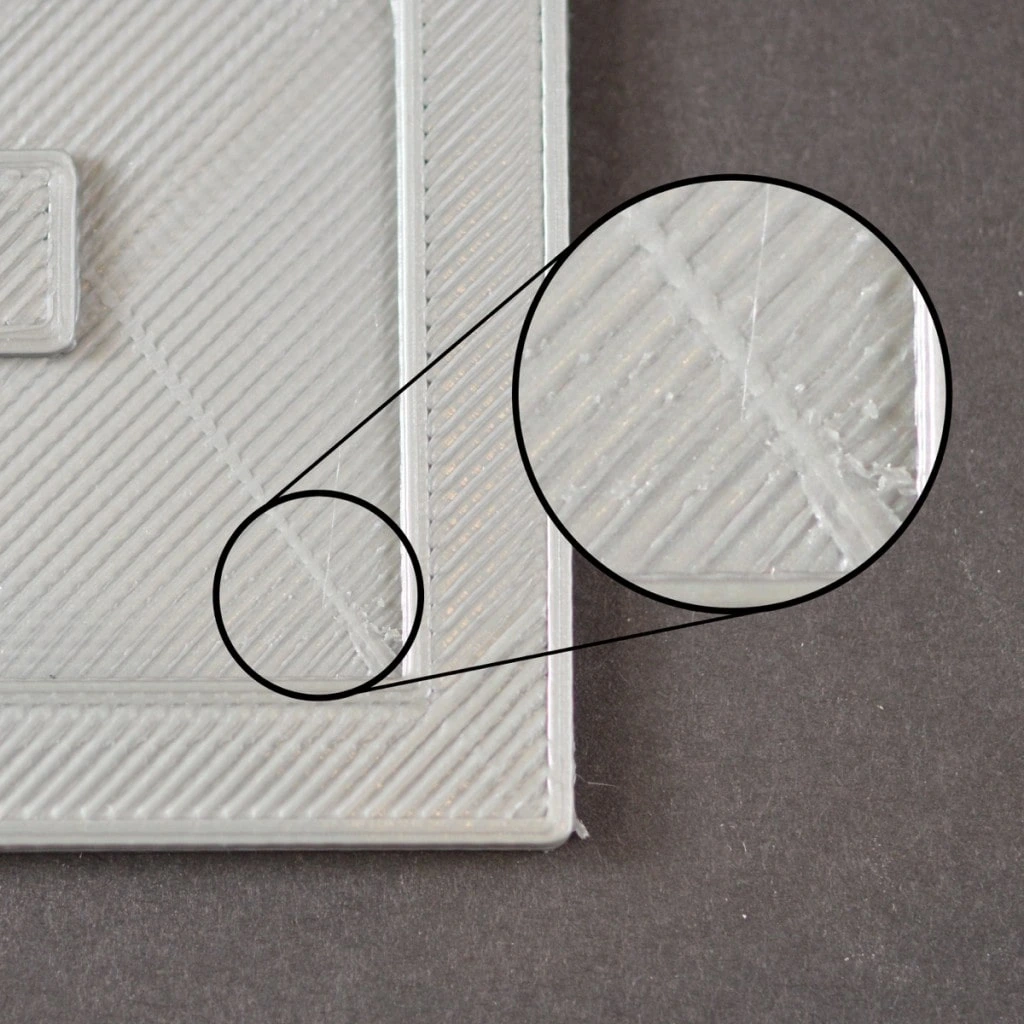
4.زخمهای مورب روی چاپ
جای زخمهای مورب روی چاپ سهبعدی ناخوشایند هستند و میتوانند کیفیت کلی محصول نهایی را به خطر بیندازند. این اغلب منجر به نقص سطح، کاهش یکپارچگی ساختاری و کاهش جذابیت زیباییشناختی میشود.
چه چیزی باعث ایجاد جای زخمهای مورب در چاپهای سهبعدی میشود؟
- تنظیمات نامناسب Retraction:
Retraction ناکافی میتواند باعث شود که نازل، فیلامنت را در لایهها بکشد و جای زخمهایی باقی بگذارد.
- مشکلات محور Z:
عدم تنظیم محور Z یا تنظیمات نادرست میتواند منجر به ایجاد جای زخمهای قابل مشاهده هنگام حرکت مورب نازل شود.
- کشیدگی نازل:
نازل ممکن است خیلی به سطح چاپ نزدیک باشد و منجر به تماس فیزیکی با مدل شود.
- اکستروژن بیش از حد:
فیلامنت اضافی ممکن است باعث ایجاد حباب یا رشتههایی شود که نازل در سراسر چاپ میکشد.
چگونه جای زخمهای مورب روی چاپهای سهبعدی را اصلاح کنیم؟
- تنظیمات جمع شدن را تنظیم کنید:
فاصله و سرعت جمع شدن را افزایش دهید تا در حین حرکت، تراوش فیلامنت کاهش یابد.
در حین جمع شدن، “Z-Hop” را در دستگاه برش خود فعال کنید، که نازل را در حین حرکت کمی بالا میبرد. لازم به ذکر است که Z-Hop میتواند کمی زمان چاپ را افزایش دهد، بنابراین در آن تعادل ایجاد کنید.
- بهینهسازی کالیبراسیون محور Z:
اطمینان حاصل کنید که محور Z به درستی تراز شده و به طور روان کار میکند.
قطعات شل یا فرسوده را در مکانیزم محور Z بررسی کنید.
- ارتفاع نازل را افزایش دهید:
فاصله نازل تا بستر را به دقت تنظیم کنید تا از کشیده شدن نازل روی چاپ جلوگیری شود.
از یک تست تراز برای بررسی فاصله مناسب چاپ استفاده کنید.
- کنترل اکستروژن:
اکسترودر را کالیبره کنید تا از اکستروژن بیش از حد جلوگیری شود.
در صورت وجود مواد اضافی، سرعت جریان را در دستگاه برش خود کمی کاهش دهید.
- کاهش دمای چاپ:
دمای نازل را کاهش دهید تا تراوش فیلامنت در حین حرکت کاهش یابد.
مطمئن شوید که دما هنوز در محدوده توصیه شده برای فیلامنت است.
- بررسی سختافزار چاپگر:
تسمهها، میلهها و سایر اجزا را از نظر ساییدگی یا عدم تراز بررسی کنید.
در صورت نیاز قطعات را محکم یا تعویض کنید تا حرکات روان و دقیق تضمین شود.

5.رزین سرد
در چاپ سه بعدی مبتنی بر رزین، دمای رزین نقش مهمی در کیفیت چاپ دارد. رزین سرد میتواند بیش از حد چسبناک شود و منجر به چاپ ناموفق، چسبندگی ضعیف لایهها و کاهش دقت جزئیات شود.
چه چیزی باعث مشکل سرد بودن بیش از حد رزین چاپگر سه بعدی میشود؟
- دمای پایین محیط:
چاپگرهای رزینی اغلب در محیطهای سردتر کار میکنند و باعث غلیظ شدن رزین میشوند.
- تغییرات ویسکوزیته:
رزین سرد، جریانپذیری کمتری پیدا میکند و توزیع یکنواخت مواد را برای چاپگر دشوارتر میکند.
- خشک شدن ناکافی لایهها:
دمای سرد میتواند واکنشهای شیمیایی مورد نیاز برای پخت مناسب لایهها را کند کند.
- طراحی چاپگر:
برخی از چاپگرها فاقد سیستمهای گرمایشی هستند که این مشکل را در آب و هوای سردتر تشدید میکند.
چگونه مشکل سرد بودن بیش از حد رزین چاپگر سه بعدی را برطرف کنیم؟
- دمای محیط را در حد مطلوب نگه دارید:
محیط چاپ را در محدوده دمایی توصیه شده توسط سازنده رزین (معمولاً ۲۵ تا ۳۵ درجه سانتیگراد) نگه دارید.
برای حفظ گرمای مداوم، از یک بخاری استفاده کنید یا اطراف چاپگر را عایق بندی کنید.
- گرم کردن رزین:
رزین را برای کاهش ویسکوزیته آن پیش گرم کنید. از گرم کننده رزین، حمام آب گرم یا یک پد گرمایشی اختصاصی استفاده کنید. حتماً از وارد کردن رطوبت به رزین خودداری کنید، زیرا میتواند کیفیت چاپ را به خطر بیندازد.
از گرم شدن بیش از حد خودداری کنید؛ دما را با دقت کنترل کنید تا در محدوده ایمن نگه دارید.
- گرم کردن چاپگر:
اگر چاپگر دارای یک فضای ساخت محصور است، چند چرخه پیش گرم کردن را اجرا کنید یا اجازه دهید منبع نور محفظه را گرم کند.
به عنوان یک جایگزین، از یک بخاری کوچک در داخل محفظه برای اطمینان از تهویه مناسب استفاده کنید.
- رزین را به درستی نگهداری کنید:
بطریهای رزین را در جای گرم و خشک نگه دارید تا از خنک شدن بیش از حد آنها قبل از استفاده جلوگیری شود.
از تغییرات ناگهانی دما که میتواند منجر به مخلوط شدن یا جداسازی ناهموار شود، خودداری کنید.
- رزین را کاملاً مخلوط کنید:
برای اطمینان از یکنواختی، رزین را هم بزنید یا تکان دهید، مخصوصاً پس از گرم کردن.
قبل از شروع چاپ، از یک ابزار تمیز برای مخلوط کردن رزین در مخزن استفاده کنید.
- تنظیمات نوردهی را بررسی کنید:
زمان نوردهی را کمی افزایش دهید تا مطمئن شوید که هر لایه در محیطهای خنکتر کاملاً خشک میشود.
چاپهای آزمایشی انجام دهید تا تنظیمات ایدهآل برای شرایط خاص خود را تعیین کنید.
نتیجهگیری:
چاپ سهبعدی امکانات بیحد و مرزی ارائه میدهد، اما با موانعی نیز همراه است. با درک این چالشها و اجرای استراتژیهای تخصصی، میتوانید کیفیت چاپ سهبعدی خود را به میزان قابل توجهی بهبود بخشید، شکستها را به حداقل برسانید و از یک تجربه چاپ سهبعدی روانتر لذت ببرید. با این بینشها، شما برای مقابله با مشکلات هنگام بروز آنها و اصلاح تکنیکهای چاپ خود برای نتایج پایدار و با کیفیت بالا، مجهزتر هستید.
مهم: تمام بازههای دمایی و اعداد ارائهشده بر اساس تستهای متعدد با فیلامنتها و چاپگرهای مختلف تخمین زده شدهاند؛ لطفاً در صورت امکان تنظیمات خود را روی تجهیزات خودتان آزمایش کنید.
منبع:
برای تجربه ی بهترین سفارش پرینت سه بعدی، با قیمتی مناسب، همین الان با ما تماس بگیرید.
آدرس: تهران، میدان آزادی، خیابان محمدخانی، پلاک 161، واحد 3