


مقدمه
مردم دائماً در حال خلق و طراحی آثار هنری و اشیاء جدید هستند. در عصر فناوری، این آثار میتوانند از دنیای واقعی به دنیای کامپیوتر و دوباره به دنیای واقعی یا مادی و فیزیکی تبدیل شوند. ما همه این کارها را برای حفظ هنر و میراث فرهنگی، تکثیر اشیاء خاص، ارائه آثار هنری برای نمایش آسانتر در صفحه نمایش کامپیوتر و به دلایل بسیار دیگر انجام میدهیم.
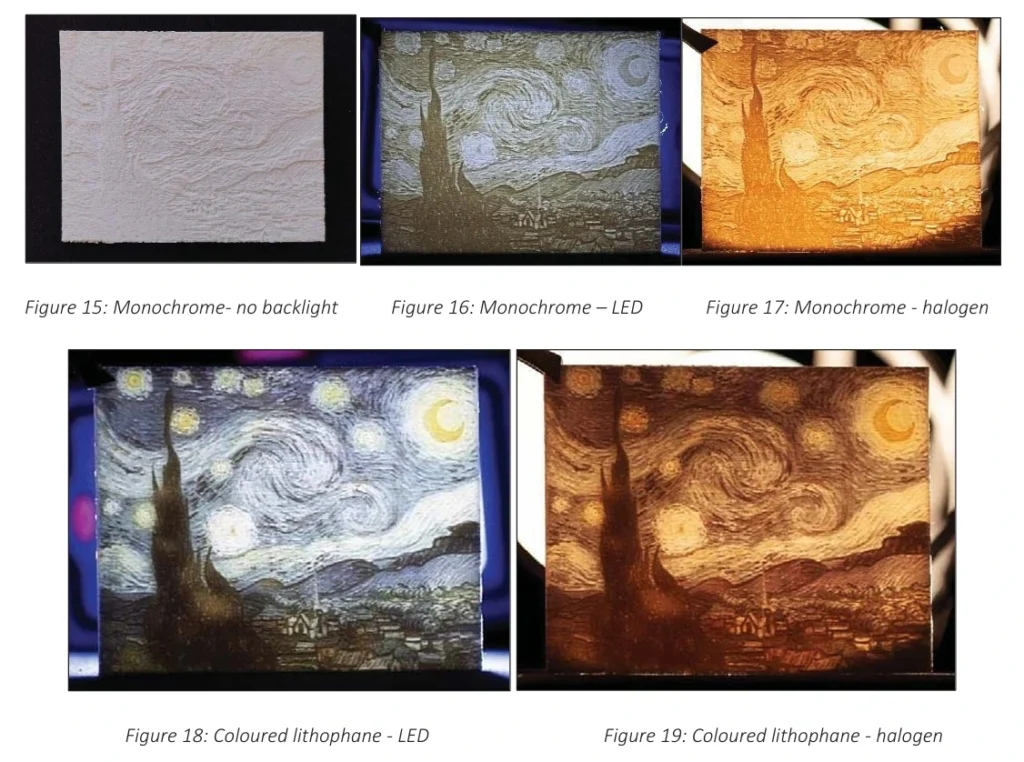
یکی از راههای بازتولید آثار هنری، تبدیل آنها به فرم برجسته و ساخت لیتوفان با کیفیت بالا است. لیتوفان یک صفحه شفاف است که روی آن تصویری با کمک ضخامتهای مختلف این صفحه در نقاط خاص شکل میگیرد. نوری که از پشت پنل عبور میکند و از پنل عبور میکند، یک تصویر خاکستری خالص را در جلوی آن پنل نمایش میدهد. قدرت شفافیت توسط جنس پنل و منبع نوری که از پشت به آن تابیده میشود، که به آن نور پس زمینه میگویند، تعیین میشود. بدون نورپردازی از پشت، طرح روی لیتوفان قابل تشخیص نیست.
تاریخچه
آغاز لیتوفان ها به اوایل قرن نوزدهم در فرانسه برمیگردد، جایی که بارون پل دو بورگینیون (Baron Paul de Bourguignon) اهل روبلس (Rubelles) اولین لیتوفان را در اروپا در سال ۱۸۲۷ تولید کرد. آنها همچنین لیتوفانها را به شکل گلدانهای چینی در چین کشف کردند و نتیجه گرفتند که این تکنیک مدتها قبل از ورود به اروپا در چین مورد استفاده قرار میگرفته است. با این حال، اروپاییها بعداً این تکنیک را تکمیل کردند و بیشتر از آن استفاده کردند، همچنین برای کپیبرداری از پرترهها و نقاشیهای معروف. آنها همچنین از چینیهای دست ساز استفاده کردند و بعدها روشی از قالبها را همراه با استفاده از موم توسعه دادند و این قالبها برای حدود ۲۰ کپیبرداری سریع مناسب بودند. تولید لیتوفان ها در قرن بیست و یکم با ورود چاپگرهای سهبعدی به خانهها، دوباره احیا شد.
چگونه کار می کند؟
نرمافزارهای فعلی امکان انتقال هر تصویر دیجیتال دوبعدی را به یک مدل سهبعدی که برای چاپ مناسب است، فراهم میکنند. این نرمافزارها بر اساس مقادیر خاکستری یک عکس رنگی کار میکنند. آنها عکس رنگی را به خاکستری تغییر میدهند، سپس آن را معکوس میکنند و در نتیجه مقادیر کاربرد فیلامنت را به دست میآورند. وقتی با چشم به لیتوفان نگاه میکنیم، رنگ سیاه از نظر فیزیکی به چشم نزدیکتر و رنگ سفید برعکس آن است. در حال حاضر، تولید لیتوفانهای تکرنگ غالب است.
لیتوفانهای درجهبندیشده رنگی تولید و استفاده میشوند – اما با روشهای خاص:
یکی از روشهای رایج، چاپ یک لیتوفان شفاف (معمولاً با PLA سفید) و سپس رنگآمیزی پشت یا روی آن با استفاده از موارد زیر است:
- یک روکش رنگی چاپشده (عکس چاپشده روی ورق شفاف)
- جوهر UV یا ماژیک
- اکستروژن دوگانه (آزمایشی و کمتر رایج)
- برخی افراد از چاپگرهای سهبعدی رنگی نیز استفاده میکنند، اما آنها گران هستند.


تنظیمات:
تغییر کنتراست:
معمولاً لیتوفانها بر اساس اصل کنتراست یا نسبت بین نقاط روشن و تاریک در تصویر کار میکنند. بنابراین، با افزایش کنتراست تصویر، لیتوفان نهایی برجستهتر شده و تفاوت بین قسمتهای روشن و تاریک لیتوفان بیشتر قابل مشاهده خواهد بود. باید تأکید کرد که تغییر تنظیمات به هر نقش و نگار به طور جداگانه بستگی دارد.
فرآیند ساخت مدل لیتوفان بسیار دشوار است. این فرآیند عمدتاً مبتنی بر تبدیلات ریاضی است. به این ترتیب، تصویر رنگی به تصویر خاکستری تبدیل میشود و بر این اساس، برنامه دادههای مربوط به مقدار هر پیکسل را به طور جداگانه دریافت میکند. نقاط روشن پایینتر از نقاط تیرهتر قرار دارند. سپس ضخامت را به لیتوفان اضافه کردیم، زیرا این امر برای تولید نهایی با چاپگر سهبعدی ضروری است. در این مرحله، ما یک لیتوفان به شکل کاشی مربعی ساختیم.
سرعت چاپ:
بهترین لیتوفانها با چاپ آهسته ساخته میشوند. به طور کلی هرچه کندتر باشند، نتیجه بهتر خواهد بود. بنابراین، بین زمان و کیفیت باید در نظر گرفته شود.
ارتفاع لایه:
یکی از مهمترین پارامترها در تعیین کیفیت لیتوفان نهایی شما، ارتفاع لایه است. بیشترین ارتفاعی که میتوانید انتخاب کنید بدون اینکه لیتوفان خیلی بد به نظر برسد، تقریباً 0.2 میلیمتر خواهد بود، اما برای لیتوفانهای با جزئیات بیشتر، مانند سرعت چاپ، هر چه پایینتر بروید، کیفیت لیتوفان بهتر خواهد بود. ما از ارتفاع لایه 0.12 میلیمتر استفاده میکنیم که برای ما نقطه مطلوبی بین کیفیت و زمان لازم برای چاپ لیتوفان است. ممکن است فکر کنید که 0.12 میلیمتر عدد عجیبی است، چرا 0.1 را انتخاب نمیکنید؟ دلیلش این است که دستگاه ما (Creality Ender 3) برای محور z (بالا/پایین) گامهای 0.04 میلیمتری دارد که میتواند برای هر چاپگر سهبعدی متفاوت باشد. همانطور که ممکن است قبلاً متوجه شده باشید، 0.04 میلیمتر کاملاً در 0.12 قرار میگیرد بدون اینکه نیاز به گرد کردن داشته باشد.
لبه:
اگر یک صفحه تخت یا یک لیتوفان قوسی چاپ میکنید، ناحیه چسبندگی کوچک خواهد بود. به خصوص هنگام نگاه کردن به ابعاد در جهات دیگر. بنابراین، به طور کلی روش خوبی است که با استفاده از یک لبه، به لیتوفان کمک کنید تا بهتر به بستر چاپ بچسبد. لبه همچنین به پایدارتر شدن لیتوفان کمک میکند! یک لایه محافظ معمولاً گزینه بدتری است زیرا جدا کردن یک لایه محافظ از زیر لیتوفان میتواند واقعاً بسیار دشوار باشد.
تکیهگاهها (ساپورت):
معمولاً شما نمیخواهید از تکیهگاهها با لیتوفان استفاده کنید، زیرا میتواند به طور خودکار تکیهگاهها را در لیتوفان قرار دهد که باعث پیچ خوردن لیتوفان میشود. اما برای برخی از اشکال لیتوفان، تکیهگاهها مورد نیاز هستند، مانند اشکال دایرهای، ستاره کریسمس و قلب.
Infill:
چگالی پرکننده برای همه نسخههای لیتوفان ۱۰۰٪ بود، زیرا لیتوفان به انعکاس و عبور نور وابسته است که مقدار کمتر چگالی پرکننده آن را تغییر میدهد. انتخاب فیلامنت PLA به دلیل خواص کیفی و سهولت چاپ آن مناسبتر خواهد بود و همچنین یک پلیمر زیست تخریبپذیر است. فیلامنت سفید رنگ است، زیرا لیتوفانها باید نور را عبور دهند و این با پلیمرهای سفید بهتر کار میکند. استفاده از فیلامنت شفاف نتایج کافی را ارائه نمیدهد زیرا تفکیک قسمتهای تیره و روشن سوژه وجود نخواهد داشت.
بازتولید رنگ:
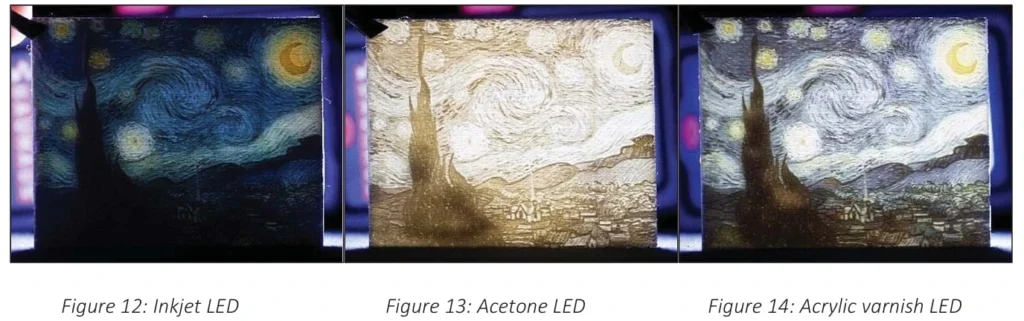
رنگآمیزی لیتوفانهای چاپشده. با استفاده از سه روش مختلف.
روش اول شامل چاپ جوهرافشان روی کاغذ اداری ساده بود. عمدتاً به دلیل سادگی و در دسترس بودن آن. روشهای دوم و سوم کاملاً مشابه هستند، که در آن تصویر نیز روی کاغذ اداری چاپ میشود، اما این بار با یک چاپگر الکتروفتوگرافی. این دو روش مبتنی بر انتقال تونر از کاغذ به لیتوفان بودند. در حالی که روش اول سادهتر است و نیازی به انتقال رنگ به لیتوفان ندارد، بلکه فقط کاغذ را به پشت لیتوفان میچسباند. رنگ یک بار با استون و بار دوم با کمک وارنیش اکریلیک منتقل شد.
- لیتوفان میتواند تغییر شکل دهد، زیرا واکنش بین استون و پلیمر رخ میدهد، به همین دلیل ما این روش را توصیه نمیکنیم.
- بهترین روش، روش آخر با استفاده از وارنیش اکریلیک است. رنگ پشت لیتوفان، نور کافی را عبور میدهد تا جزئیات از بین نروند. این به دلیل جدا شدن کاغذ از پشت در آخرین مرحله از فرآیند است. اگرچه رنگها نسبت به روش اول کمرنگتر هستند، اما به دلیل اینکه با یکدیگر ترکیب نمیشوند، دقیقتر بازتولید میشوند.
لیتوفان و رزین:
همانند بسیاری از مدلهای دیگر، چاپ لیتوفانها با چاپگر رزینی سطح بسیار بالاتری از جزئیات را به شما میدهد. علاوه بر این، میتوانید آنها را سریعتر از چاپگر FDM چاپ کنید. حتی با وضوح بالا، چاپ برخی از لیتوفانها میتواند تنها 20 دقیقه طول بکشد.
هنگام چاپ لیتوفان رزینی باید چند نکته را در نظر داشته باشید. اول، ضخامت چاپ رزینی شما باید بیشتر از FDM باشد زیرا نور هنگام پخت به طور متفاوتی از آن عبور میکند. ضخامت 4.5 تا 5 میلیمتر برای کنتراست و جزئیات بهینه توصیه میشود، اما ممکن است مجبور شوید کمی تغییر دهید تا ضخامت مناسب برای چاپ خود را پیدا کنید. علاوه بر این، اضافه کردن یک قاب 7 تا 8 میلیمتری در اطراف لیتوفان میتواند به شما امکان چاپ بدون تکیهگاه را بدهد.
توصیه میشود که لیتوفان را به صورت صاف چاپ کنید، اما اگر میخواهید لیتوفان را بزرگتر از ابعاد صفحه ساخت بسازید، میتوانید آن را به صورت عمودی نیز قرار دهید. با روشهای معمول پس از پردازش خود ادامه دهید. برای بهترین نتیجه، از رزینهای سفید یا خاکستری استفاده کنید و از گزینههای شفاف دوری کنید.
نتیجهگیری:
با تولید لیتوفانها، نشان دادهایم که چاپگر سهبعدی ابزاری مناسب برای بازتولید آثار هنری به شکل برجسته است که مشخصه لیتوفانها است. با تنظیمات مناسب پارامترها (Infill، ارتفاع لایه، ضخامت پشت) در فرآیند چاپ و جهت چاپ عمودی، میتوانیم لیتوفانهای با کیفیت بالا تولید کنیم. مادامی که پس از اتمام چاپ سهبعدی، لیتوفان به طور مناسب پردازش شود، مثلاً با وارنیش اکریلیک، بازتولید رنگ رضایتبخش نیز میتواند با استفاده از نور LED سفید خنثی حاصل شود.
برای تجربه ی بهترین سفارش پرینت سه بعدی، با قیمتی مناسب، همین الان با ما تماس بگیرید.
آدرس: تهران، میدان آزادی، خیابان محمدخانی، پلاک 161، واحد 3