

مقدمه
انواع روشهای تولید افزایشی با استفاده از پرینتر سهبعدی را میتوان بر اساس آنچه تولید میکنند یا نوع مادهای که استفاده میکنند تقسیمبندی کرد، اما برای اعمال ساختار به این فناوری در سراسر جهان، سازمان بینالمللی استاندارد (ISO) آنها را به هفت نوع کلی تقسیم کرده است:
- اکستروژن مواد (Material Extrusion)
- پلیمریزاسیون مخزنی (Vat Polymerization)
- فیوژن بستر پودر (Powder Bed Fusion)
- جت مواد (Material Jetting)
- جت چسب (Binder Jetting)
- رسوب انرژی هدایت شده (Directed Energy Deposition)
- لایه برداری ورق (Sheet Lamination)
اما حتی این هفت دسته چاپ سهبعدی نیز برای در بر گرفتن تنوع رو به رشد زیرگروههای فناوری با مشکل مواجه هستند.
اکستروژن مواد
اکستروژن مواد، که گاهی اوقات به عنوان MEX شناخته میشود، دقیقاً همان چیزی است که به نظر میرسد: ماده از طریق یک نازل اکسترود میشود. معمولاً، این ماده یک رشته پلاستیکی است که از طریق یک نازل گرم شده که در این فرآیند تقریباً ذوب میشود، فشار داده میشود. چاپگر مواد را روی یک پلتفرم ساخت در امتداد مسیری که توسط نرمافزار آمادهسازی ساخت تعیین میشود، قرار میدهد. سپس رشته خنک و جامد میشود تا یک جسم جامد تشکیل شود. این رایجترین شکل چاپ سهبعدی است.
ممکن است در نگاه اول ساده به نظر برسد، اما با توجه به اینکه عملاً هیچ محدودیتی برای موادی که میتوانید اکسترود کنید، از جمله پلاستیک، خمیر فلز، بتن، بیوژل و طیف وسیعی از مواد غذایی، وجود ندارد، این یک دسته بسیار گسترده است. چاپگرهای سهبعدی از این نوع میتوانند از حدود ۱۰۰ دلار تا میلیونها دلار قیمت داشته باشند.
- زیرگروههای اکستروژن مواد: مدلسازی رسوب ذوبی (FDM)، چاپ سهبعدی ساختمانی، چاپ سهبعدی میکرو، چاپ سهبعدی زیستی، مدلسازی گرانول ذوبی (FGM)
- مواد: پلاستیک، فلزات، مواد غذایی، بتن و بسیاری دیگر
- کاربردهای رایج: نمونههای اولیه، محفظههای الکتریکی، تستهای فرم و تناسب، جیگ و فیکسچرها، الگوهای ریختهگری دقیق، خانهها و غیره.
- نقاط قوت: کمهزینهترین روش چاپ سهبعدی، طیف گستردهای از مواد
- نقاط ضعف: اغلب خواص مواد (استحکام، دوام و غیره) پایینتر است و عموماً به اندازه برخی روشهای دیگر از نظر ابعادی دقیق نیست.
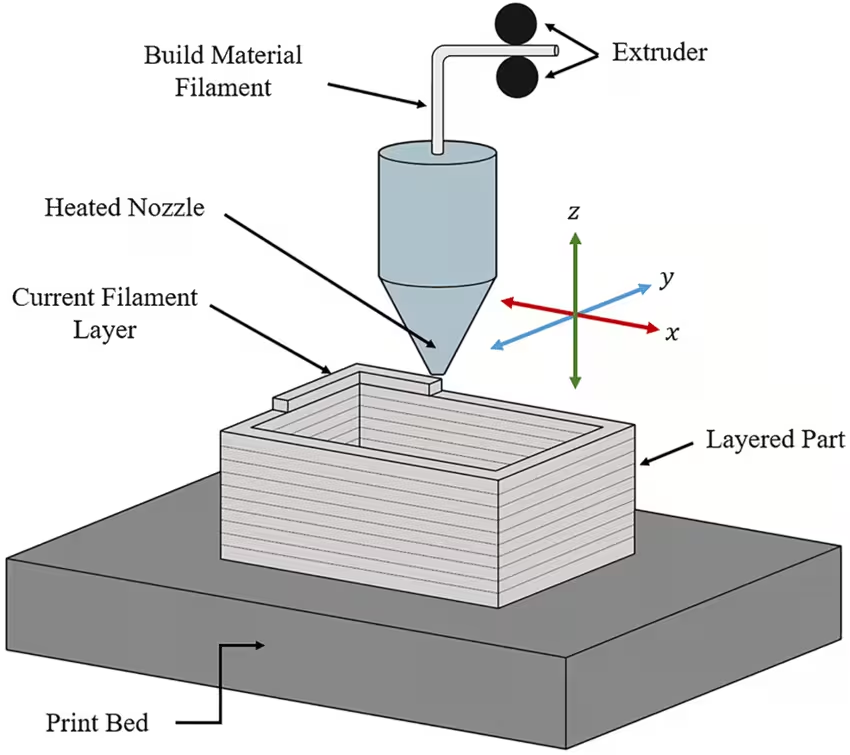
مدلسازی رسوب ذوبی (FDM)
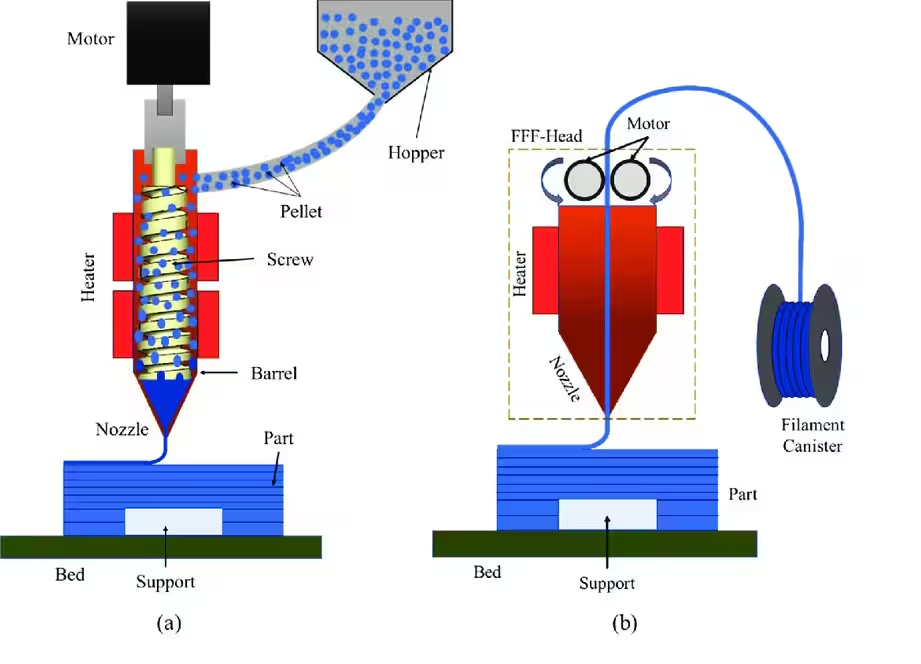
ممکن است گاهی اوقات ماشینهای FDM را با نامهای ساخت رشته ذوبشده (FFF) یا چاپگرهای سهبعدی «رشتهای» بشناسید، که نشان میدهد این دستگاه از مواد پلیمری به شکل رشته استفاده میکند. همچنین ساخت گرانول ذوبشده (FGF) وجود دارد که نوعی FDM است که از رشته استفاده نمیکند، بلکه از گلولههای پلیمری (یا فلزی) که درون اکسترودر ذوب میشوند، استفاده میکند. این گرانولها یا گلولهها اغلب ارزانتر از رشته هستند، اما بیشتر در چاپ سهبعدی حرفهای استفاده میشوند.
FDM، مانند تمام فناوریهای چاپ سهبعدی، با یک مدل دیجیتالی شروع میشود که سپس به دستورالعملهایی برای چاپگر سهبعدی تبدیل میشود تا از آن پیروی کند. با چاپگرهای سهبعدی FDM رشتهای، یک قرقره رشته پلاستیکی (یا چندین رشته به طور همزمان) در چاپگر سهبعدی بارگذاری میشود و از طریق نازل چاپگر در سر اکستروژن تغذیه میشود. نازل یا نازلهای چاپگر تا دمای مورد نظر گرم میشوند و باعث نرم شدن رشته میشوند، به طوری که هنگام اکسترود شدن، لایههای متوالی به هم متصل میشوند تا یک قطعه جامد ایجاد کنند.
وقتی به جای فیلامنت از گلولههای پلاستیکی استفاده میشود، این گلولهها از یک قیف به اکسترودر منتقل شده و سپس مانند فیلامنت ذوب میشوند و بقیه فرآیند یکسان است.
بسته به هندسه جسم، گاهی اوقات لازم است ساختارهای ساپورت برای نگه داشتن مدل در حین چاپ اضافه شوند، به عنوان مثال، اگر مدلی دارای قطعات شیبدار و آویزان باشد. این ساپورت ها پس از چاپ برداشته میشوند. برخی از مواد ساختار ساپورت را میتوان در آب یا محلول دیگری حل کرد تا حذف آنها آسانتر و سریعتر انجام شود.
چاپ زیستی سهبعدی
چاپ زیستی سهبعدی، یک فرآیند تولید افزایشی است که در آن مواد آلی یا بیولوژیکی، مانند سلولهای زنده و مواد مغذی، که اغلب در یک ژل معلق هستند، برای ایجاد ساختارهای سهبعدی طبیعی مانند بافت، با هم ترکیب میشوند. به عبارت دیگر، چاپ زیستی نوعی چاپ سهبعدی است که میتواند به طور بالقوه هر چیزی را از بافت استخوان و رگهای خونی گرفته تا بافتهای زنده و اندامهای عملکردی تولید کند. این روش برای تحقیقات و کاربردهای مختلف پزشکی، از جمله مهندسی بافت، آزمایش و توسعه دارو و در درمانهای نوآورانه پزشکی ترمیمی استفاده میشود.
برخی از انواع محصولات گوشتی کشتشده چاپ سهبعدی نیز با استفاده از چاپگرهای زیستی سهبعدی ساخته میشوند.
تعریف واقعی چاپ زیستی سهبعدی هنوز در حال تکامل است. در اصل، چاپ زیستی سهبعدی مشابه چاپ سهبعدی FDM عمل میکند و در خانواده اکستروژن مواد قرار دارد، اگرچه اکستروژن تنها روش چاپ زیستی نیست.
چاپ زیستی سهبعدی از موادی که از یک سوزن یا نازل تخلیه میشوند برای ایجاد لایهها استفاده میکند. این مواد که به عنوان جوهرهای زیستی شناخته میشوند، عمدتاً از مواد زنده مانند سلولهای درون یک ماده حامل – مانند کلاژن، ژلاتین، هیالورونان، ابریشم، آلژینات یا نانوسلولز – تشکیل شدهاند که به عنوان یک داربست مولکولی برای رشد ساختار و مواد مغذی برای پشتیبانی عمل میکنند.

چاپ سهبعدی در معماری
چاپ سهبعدی ساختمانی، حوزهای به سرعت در حال رشد در اکستروژن مواد است. این فناوری شامل استفاده از چاپگرهای سهبعدی در مقیاس بسیار بزرگ، که اغلب دهها متر ارتفاع دارند، برای بیرون کشیدن مصالح ساختمانی، مانند بتن، از یک نازل است. این ماشینها عموماً به صورت سیستمهای بازویی یا بازوی رباتیک عرضه میشوند.
فناوری چاپ ساختمانی امروزه برای خانههای چاپ سهبعدی شده، ویژگیهای معماری و پروژههای زیرساختی از چاهها گرفته تا دیوارها استفاده میشود. طرفداران میگویند که این فناوری پتانسیل ایجاد تحول قابل توجه در کل صنعت ساخت و ساز را دارد زیرا نیاز به نیروی کار را کاهش میدهد و ضایعات ساختمانی را کم میکند.
صدها خانه چاپ سهبعدی شده در سراسر جهان وجود دارد و تحقیقات برای توسعه فناوری ساخت و ساز سهبعدی که از مواد موجود در ماه و مریخ برای ساخت زیستگاه برای تیمهای اکتشافی آینده استفاده میکند، در حال انجام است. چاپ با خاک محلی به جای بتن نیز به عنوان یک روش ساختمانی پایدارتر مورد توجه قرار گرفته است.

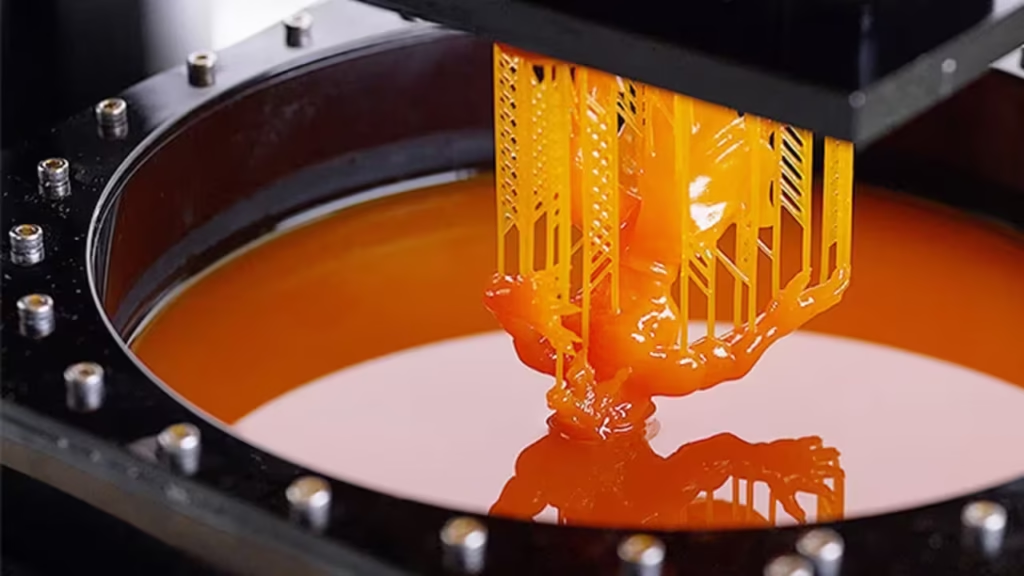
پلیمریزاسیون مخزنی
پلیمریزاسیون مخزنی (که به آن چاپ سهبعدی رزین نیز گفته میشود) خانوادهای از فرآیندهای چاپ سهبعدی است که از یک منبع نور برای پخت (یا سخت شدن) انتخابی رزین فوتوپلیمر در یک مخزن استفاده میکند. فوتوپلیمرها پلیمرهایی هستند که به نور واکنش نشان میدهند.
در این فرآیندها، نور دقیقاً به یک نقطه یا ناحیه خاص از پلاستیک مایع مطابق با برش مربوطه از مدل سهبعدی هدایت میشود. هنگامی که نور به رزین برخورد میکند، آن را سخت میکند. پس از پخت اولین لایه، سکوی ساخت (بسته به چاپگر) به مقدار کمی (معمولاً بین 0.01 تا 0.05 میلیمتر) به بالا یا پایین حرکت میکند و لایه بعدی پخت میشود و به لایه قبلی میپیوندد. این فرآیند لایه به لایه تکرار میشود تا قطعه سهبعدی تشکیل شود.
پس از انجام فرآیند چاپ سهبعدی، جسم تمیز میشود تا رزین مایع باقی مانده از بین برود و برای بهبود خواص مکانیکی قطعه، عملیات پسپخت (یا در نور خورشید یا در محفظه UV) انجام میشود. قطعه بدون این مراحل پس از چاپ قابل استفاده نیست.
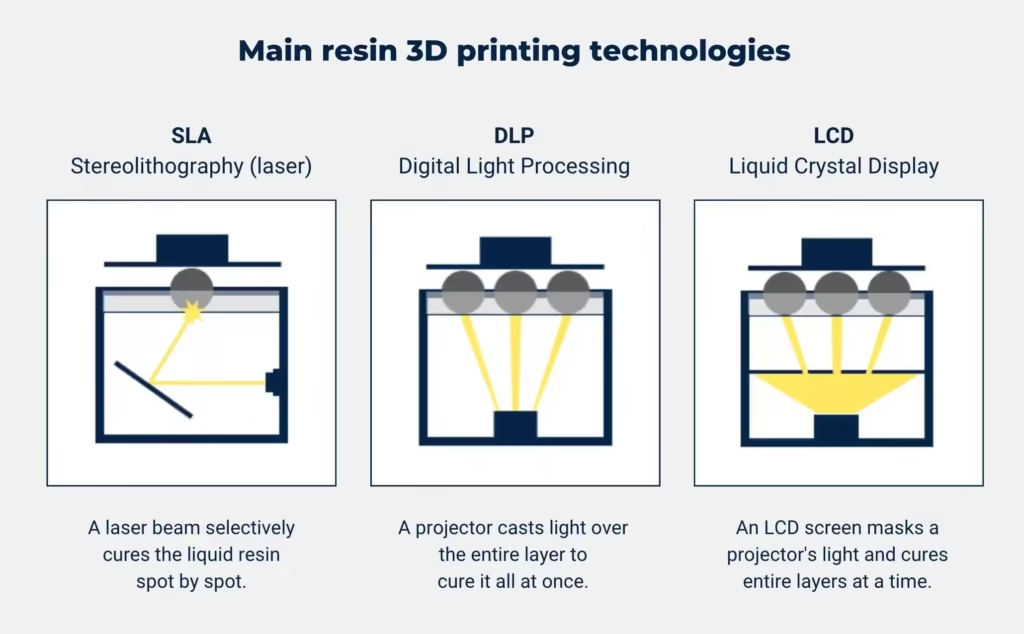
سه شکل رایج پلیمریزاسیون خمرهای عبارتند از استریولیتوگرافی (SLA)، پردازش نور دیجیتال (DLP) و نمایشگر کریستال مایع (LCD) که با نام استریولیتوگرافی ماسکشده (MSLA) نیز شناخته میشود. تفاوت اساسی بین این نوع فناوریهای چاپ سهبعدی، منبع نور و نحوهی استفاده از آن برای پخت رزین است.
- انواع فناوری چاپ سه بعدی: استریولیتوگرافی (SLA)، نمایشگر کریستال مایع (LCD)، پردازش نور دیجیتال (DLP)، میکرواستریولیتوگرافی (µSLA) و موارد دیگر.
- مواد: رزینهای فوتوپلیمر (ریختهگری، شفاف، صنعتی، زیستسازگار، پرشده با فلز و غیره)
- کاربردهای رایج: نمونههای اولیه پلیمری شبیه قالب تزریقی و قطعات نهایی، ریختهگری جواهرات، کاربردهای دندانپزشکی، محصولات مصرفی
- نقاط قوت: سطح صاف، جزئیات دقیق ویژگیها
استریولیتوگرافی (SLA)
یک چاپگر SLA امروزه از آینههایی که به عنوان گالوانومتر (یا گالوو) شناخته میشوند، برای هدف قرار دادن سریع یک یا دو پرتو لیزر در سراسر یک مخزن رزین استفاده میکند و به طور انتخابی سطح مقطع جسم را در داخل ناحیه ساخت، سفت و سخت میکند و آن را لایه به لایه میسازد.
همانطور که هر لایه در مکانهای مناسب سفت میشود، پلتفرم ساخت سپس (تقریباً نامحسوس) به سمت بالا حرکت میکند تا لایه رزین سخت شده را بیرون بکشد و فضایی برای یک لایه مایع دیگر ایجاد کند که سپس توسط لیزر سفت میشود.
بیشتر چاپگرهای SLA از لیزر حالت جامد برای سفت کردن قطعات استفاده میکنند. یکی از معایب این نسخه از پلیمریزاسیون مخزن این است که یک لیزر نقطهای میتواند در مقایسه با روش بعدی ما (DLP) که نوری را برای سفت کردن یک لایه به طور همزمان میتاباند، زمان بیشتری برای ردیابی سطح مقطع یک جسم صرف کند. با این حال، لیزرها میتوانند نور قویتری تولید کنند که مورد نیاز برخی از رزینهای درجه مهندسی است.
میکرواستریولیتوگرافی (µSLA)
این نسخه از SLA در خانواده پلیمریزاسیون خمرهای، قطعات را در مقیاس میکرو یا وضوح بین ۲ میکرون (µm) و ۵۰ میکرون چاپ میکند. برای مرجع، عرض متوسط موی انسان ۷۵ میکرون است. µSLA شامل قرار دادن ماده حساس به نور (رزین مایع) در معرض لیزر فرابنفش است. تفاوت در رزینهای تخصصی، پیچیدگی لیزرها و افزودن لنزها است که نقاط نوری تقریباً باورنکردنی ایجاد میکنند.
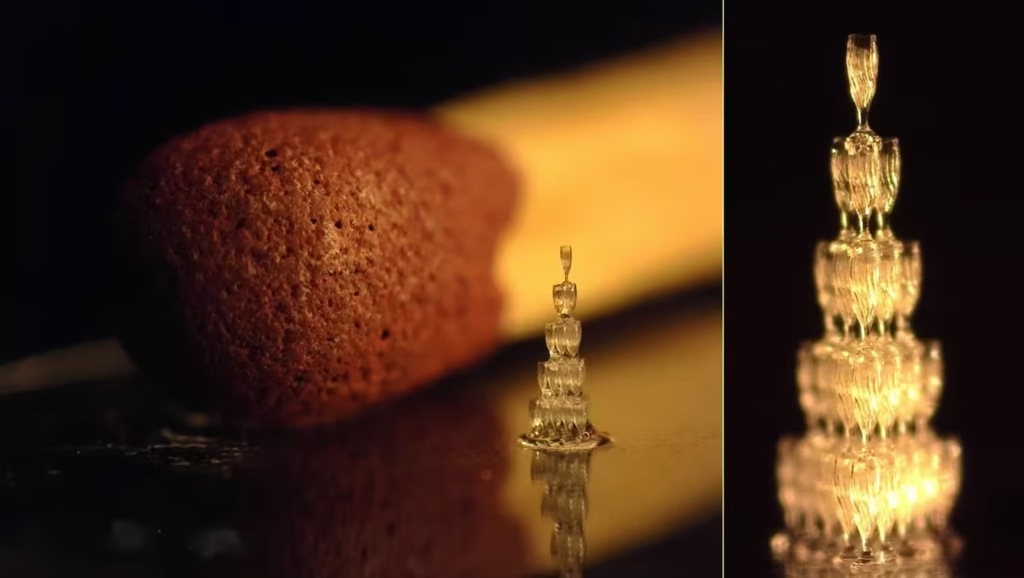
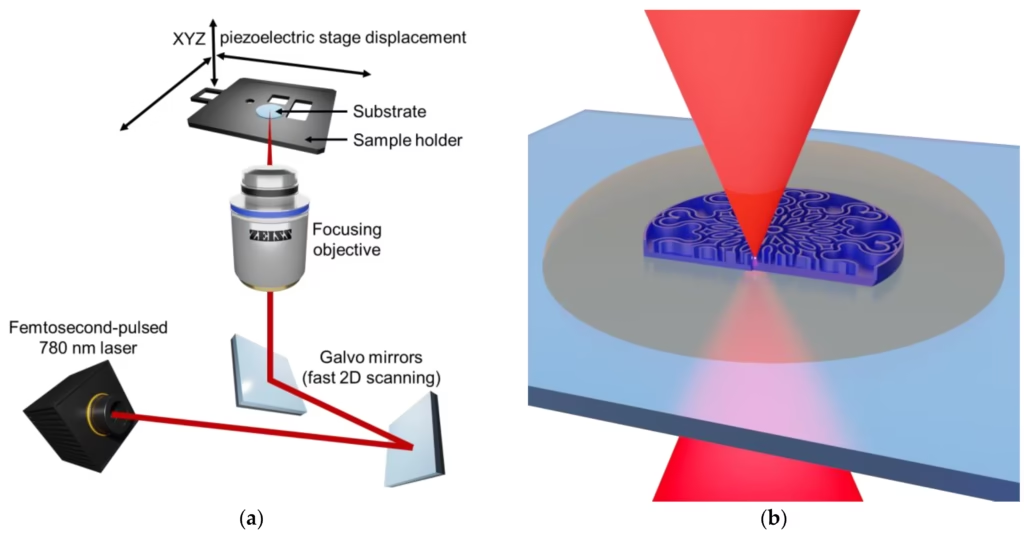
پلیمریزاسیون دو فوتونی (TPP)
یکی دیگر از فناوریهای چاپ سه بعدی میکرو، TPP (که با نام 2PP نیز شناخته میشود) را میتوان در دسته SLA طبقهبندی کرد زیرا شامل لیزر و رزین حساس به نور نیز میشود. این فناوری میتواند قطعاتی حتی کوچکتر از µSLA، تا 0.1 میکرون، را چاپ کند.
TPP از یک لیزر فمتوثانیهای پالسی متمرکز شده در یک نقطه تنگ در مخزن رزین مخصوص استفاده میکند. سپس از این نقطه برای پخت پیکسلهای سه بعدی مجزا، که به عنوان وکسل نیز شناخته میشوند، در رزین استفاده میشود. با پخت متوالی این وکسلهای نانو تا میکرومتری به صورت لایه به لایه، در یک مسیر از پیش تعریف شده، میتوانید اشیاء سه بعدی ایجاد کنید. این اشیاء میتوانند چندین میلیمتر بزرگ باشند و در عین حال وضوح نانومتری را حفظ کنند.
TPP در حال حاضر در تحقیقات، کاربردهای پزشکی و تولید قطعات کوچک مانند الکترودهای میکرو و حسگرهای نوری استفاده میشود.
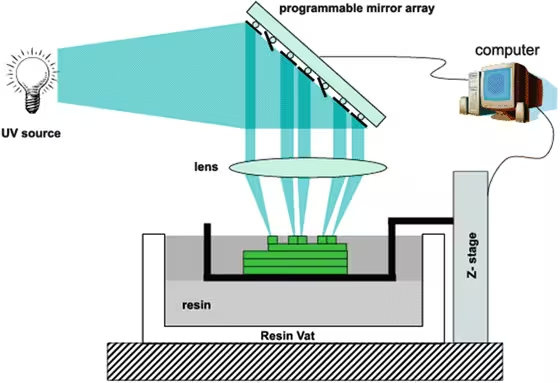
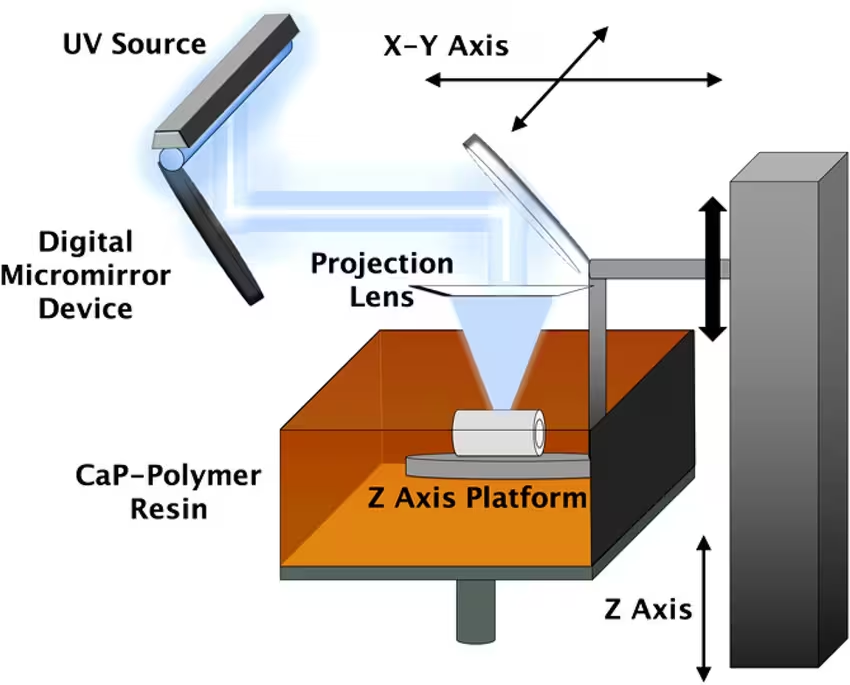
پردازش نور دیجیتال (DLP)
چاپ سهبعدی DLP از یک پروژکتور نور دیجیتال (به جای لیزر) برای تاباندن یک تصویر واحد از هر لایه به طور همزمان (یا چندین فلاش برای قطعات بزرگتر) بر روی یک لایه رزین استفاده میکند.
DLP (بیشتر از SLA) برای تولید قطعات بزرگتر یا حجم بیشتری از قطعات در یک دسته واحد استفاده میشود، زیرا هر فلاش لایه صرف نظر از تعداد قطعات در ساخت، دقیقاً به همان اندازه زمان میبرد، که باعث میشود به طور کلی سریعتر از روش لیزر در SLA باشد.
از آنجا که پروژکتور یک صفحه نمایش دیجیتال است، تصویر هر لایه از پیکسلهای مربعی تشکیل شده است و در نتیجه یک لایه از بلوکهای مستطیلی کوچک به نام وکسل تشکیل میشود. نور با استفاده از صفحه نمایشهای دیود ساطع کننده نور (LED) یا یک منبع نور UV (لامپ) که توسط یک دستگاه میکروآینه دیجیتال (DMD) به سطح ساخت هدایت میشود، بر روی رزین تابانده میشود.
DMD بین نور و رزین قرار میگیرد و از مجموعهای از میکروآینهها تشکیل شده است که محل تاباندن نور را کنترل کرده و الگوی نوری را روی سطح ساخت ایجاد میکنند. این امر امکان ایجاد نقاط مختلف نور (و پلیمریزاسیون) رزین را در مکانهای مختلف درون یک لایه فراهم میکند.
پروژکتورهای DLP مدرن معمولاً هزاران LED میکرومتری به عنوان منبع نور دارند. حالتهای روشن و خاموش آنها به صورت جداگانه کنترل میشوند و امکان افزایش وضوح XY را فراهم میکنند.
همه چاپگرهای سهبعدی DLP یکسان نیستند و تفاوت زیادی در قدرت منبع نور، لنزهایی که از آنها عبور میکند، کیفیت DMD و مجموعهای از قطعات و اجزای دیگر وجود دارد که یک دستگاه با قیمت ۳۰۰ دلار را در مقابل یک دستگاه بالای ۲۰۰۰۰۰ دلار تشکیل میدهند.
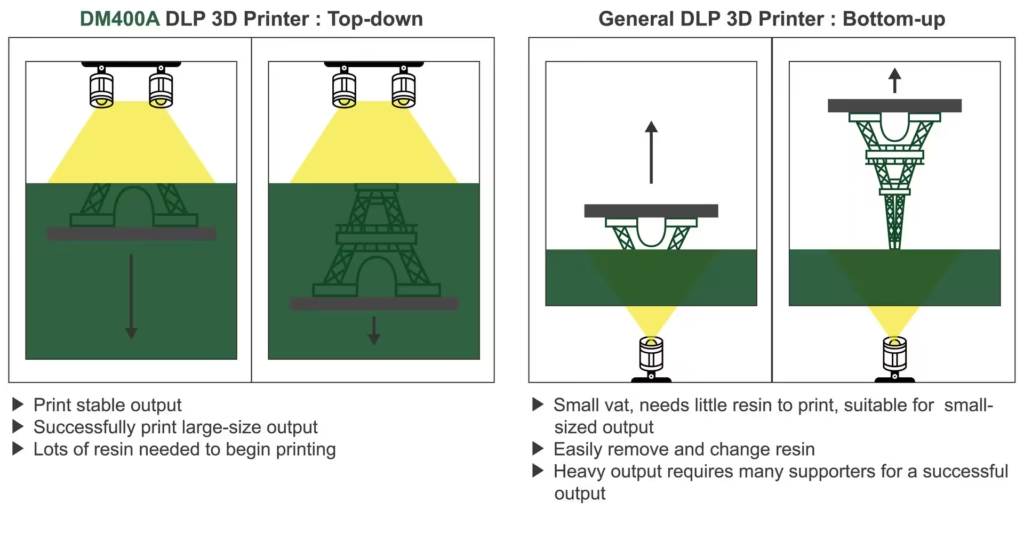
DLP بالا به پایین
برخی از چاپگرهای سهبعدی DLP منبع نور را در بالای چاپگر نصب میکنند که به جای تابش به بالا، به یک مخزن رزین میتابند. این دستگاههای «از بالا به پایین» تصویری از یک لایه را از بالا نشان میدهند، هر بار یک لایه را خشک میکنند و سپس لایه خشک شده دوباره به داخل مخزن پایین آورده میشود. هر بار که صفحه ساخت پایین میآید، پوششدهنده که در بالای مخزن نصب شده است، روی رزین به جلو و عقب حرکت میکند تا یک لایه جدید را تراز کند.
تولیدکنندگان میگویند این روش خروجی قطعه پایدارتری را برای چاپهای بزرگتر تولید میکند، زیرا فرآیند چاپ در برابر گرانش کار نمیکند. هنگام چاپ از پایین به بالا، محدودیتی برای میزان وزنی که میتوان به صورت عمودی از صفحه ساخت آویزان کرد، وجود دارد. مخزن رزین همچنین در حین چاپ، از چاپ پشتیبانی میکند و نیاز به سازههای پشتیبانی را کاهش میدهد.
میکرواستریولیتوگرافی پروجکشن (PµSL)
با توجه به اینکه PµSL به خودی خود نوع متمایزی از پلیمریزاسیون خمرهای است، ما آن را به عنوان زیرمجموعهای از DLP اضافه میکنیم. این یکی دیگر از فناوریهای چاپ سه بعدی میکرو است.
PµSL از نور ماوراء بنفش یک پروژکتور برای پخت لایههایی از رزین فرموله شده خاص در مقیاس میکرو (وضوح ۲ میکرون و ارتفاع لایه تا ۵ میکرون) استفاده میکند. این تکنیک تولید افزایشی به دلیل هزینه کم، دقت، سرعت و همچنین طیف وسیعی از موادی که میتواند استفاده کند، از جمله پلیمرها، مواد زیستی و سرامیکها، در حال رشد است. این تکنیک پتانسیل خود را در کاربردهایی از میکروفلوئیدیک و مهندسی بافت گرفته تا میکرواپتیک و میکرودستگاههای زیست پزشکی نشان داده است.
تولید فلز مبتنی بر لیتوگرافی (LMM)
این روش چاپ سه بعدی با نور و رزین، قطعات فلزی ریز را برای کاربردهایی از جمله ابزارهای جراحی و قطعات میکرومکانیکی ایجاد میکند. در LMM، پودر فلز به طور همگن در یک رزین حساس به نور پراکنده میشود و سپس با قرار گرفتن در معرض نور آبی از طریق یک پروژکتور، به صورت انتخابی پلیمریزه میشود. پس از چاپ، اجزای پلیمری قطعات حذف میشوند و قطعات کاملاً فلزی باقی میمانند که در فرآیند پخت در کوره به پایان میرسند. مواد اولیه شامل فولاد ضد زنگ، تیتانیوم، تنگستن، برنج، مس، نقره و طلا هستند.

نمایشگر کریستال مایع (LCD)
نمایشگر کریستال مایع (LCD) که استریولیتوگرافی ماسکشده (MSLA) نیز نامیده میشود، بسیار شبیه به DLP است، با این تفاوت که به جای دستگاه میکروآینه دیجیتال (DMD) از یک صفحه LCD استفاده میکند که تأثیر قابل توجهی بر کاهش قیمت چاپگر سهبعدی دارد.
مانند DLP، ماسک نوری LCD به صورت دیجیتالی نمایش داده میشود و از پیکسلهای مربعی تشکیل شده است. اندازه پیکسل ماسک نوری LCD، دانهبندی چاپ را تعیین میکند. بنابراین، دقت XY ثابت است و به میزان بزرگنمایی یا مقیاسبندی لنز، مانند DLP، بستگی ندارد.
یکی دیگر از تفاوتهای بین چاپگرهای مبتنی بر DLP و فناوری LCD این است که دومی از آرایهای از صدها ساطعکننده منفرد به جای یک منبع نور ساطعکننده تک نقطهای مانند دیود لیزر یا لامپ DLP استفاده میکند.
شبیه به DLP، LCD میتواند تحت شرایط خاصی، در مقایسه با SLA به زمان چاپ سریعتری دست یابد. دلیل این امر این است که کل لایه به طور همزمان در معرض نور قرار میگیرد، نه اینکه سطح مقطع را با نقطه لیزر ردیابی کند.

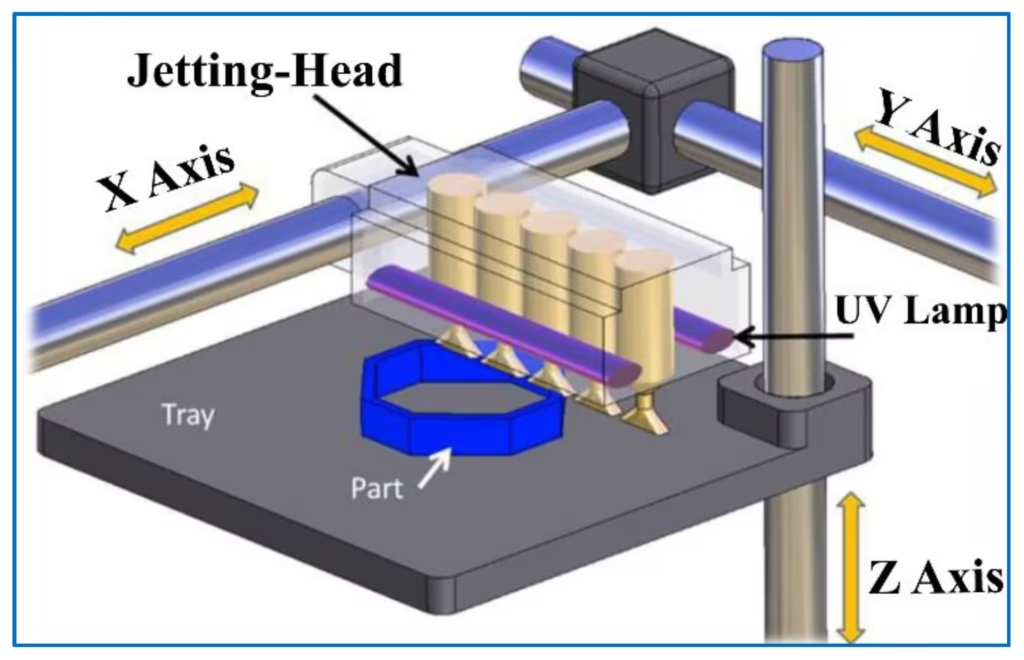
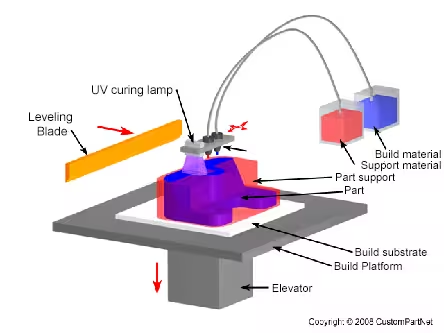
جتینگ مواد
جتینگ مواد یک فرآیند چاپ سه بعدی است که در آن قطرات ریز مواد رسوب داده شده و سپس روی یک صفحه ساخت جامد یا خشک میشوند. با استفاده از فوتوپلیمرها یا قطرات موم که در معرض نور خشک میشوند، اشیاء به صورت لایه لایه ساخته میشوند.
ماهیت فرآیند جتینگ مواد امکان چاپ مواد مختلف را در یک جسم فراهم میکند. یکی از کاربردهای این تکنیک، ساخت قطعات با رنگها و بافتهای مختلف است.
- انواع فناوری چاپ سه بعدی: جتینگ مواد (M-Jet)، جتینگ نانوذرات (NPJ)، پلیجت، شکلدهی آزاد پلاستیک.
- مواد: رزین فوتوپلیمر (استاندارد، ریختهگری، شفاف، دمای بالا)، موم
- کاربردهای رایج: نمونههای اولیه محصول تمام رنگی، نمونههای اولیه شبیه قالب تزریق، قالبهای تزریق کم تیراژ، مدلهای پزشکی
- نقاط قوت: پرداخت سطح بافتدار، تمام رنگی و امکان استفاده از چند ماده
- نقاط ضعف: مواد محدود، مناسب نبودن برای قطعات مکانیکی با نیازمندیهای عملکردی بالا، هزینه بالاتر نسبت به سایر فناوریهای رزین برای اهداف بصری
جتینگ مواد (M-Jet)
جتینگ مواد (M-Jet) برای پلیمرها یک فرآیند چاپ سه بعدی است که در آن یک لایه از رزین حساس به نور به صورت انتخابی روی یک صفحه ساخت رسوب داده شده و با نور ماوراء بنفش (UV) پخته میشود. پس از رسوب و پخت یک لایه، پلتفرم ساخت به ضخامت یک لایه پایین میآید و این فرآیند برای ساخت یک جسم سه بعدی تکرار میشود.
M-Jet جزئیات برجسته چاپ سه بعدی رزین را با سرعتی بهتر از چاپ سه بعدی فیلامنت (FDM) ترکیب میکند تا قطعات و نمونههای اولیه را با رنگ و بافت واقعی ایجاد کند.
تمام فناوریهای چاپ سه بعدی جتینگ مواد دقیقاً یکسان نیستند. بین سازندگان چاپگر و مواد اختصاصی تفاوتهایی وجود دارد.
دستگاههای M-Jet مواد ساخت را از ردیفهای هدهای چاپ به صورت خطی رسوب میدهند. این روش به چاپگرها این امکان را میدهد که چندین شیء را در یک خط و بدون تأثیر بر سرعت ساخت بسازند. تا زمانی که مدلها به درستی روی پلتفرم ساخت چیده شده باشند و فضای داخل هر خط ساخت بهینه شده باشد، M-Jet میتواند قطعات را سریعتر از بسیاری از انواع دیگر چاپگرهای سه بعدی رزینی تولید کند. اشیاء ساخته شده با M-Jet نیاز به ساپورت دارند که همزمان در طول ساخت از یک ماده حل شونده که در مرحله پس از پردازش حذف میشود، چاپ میشود. M-Jet یکی از معدود انواع فناوری چاپ سه بعدی است که اشیاء ساخته شده از چاپ چند مادهای و تمام رنگی را ارائه میدهد.
هیچ نسخه سرگرمی از دستگاههای جت مواد وجود ندارد. این دستگاهها برای متخصصانی است که در خودروسازان، شرکتهای طراحی صنعتی، استودیوهای هنری، بیمارستانها و انواع تولیدکنندگان محصول یافت میشوند که به دنبال ایجاد نمونههای اولیه دقیق برای آزمایش مفاهیم و رساندن سریعتر محصولات به بازار هستند.
برخلاف فناوریهای پلیمریزاسیون مخزنی، M-Jet نیازی به پس پخت ندارد زیرا نور UV در چاپگر هر لایه را به طور کامل پخت میکند.
جت آئروسل (Aerosol Jet)
جت آئروسل یک فناوری منحصر به فرد است که توسط شرکتی به نام Optomec توسعه داده شده و عمدتاً برای چاپ سهبعدی قطعات الکترونیکی استفاده میشود. قطعاتی مانند مقاومتها، خازنها، آنتنها، حسگرها و ترانزیستورهای فیلم نازک، همگی با فناوری آئروسل جت چاپ شدهاند.
این فناوری را میتوان به طور کلی به اسپری رنگ تشبیه کرد، اما وجه تمایز آن با یک فرآیند پوششدهی صنعتی این است که میتوان از آن برای چاپ اشیاء سهبعدی کامل استفاده کرد.
جوهرهای الکترونیکی در یک اتمایزر قرار میگیرند که غباری متراکم از قطرات مملو از مواد با قطر بین ۱ تا ۵ میکرون ایجاد میکند. سپس غبار آئروسل به سر رسوبدهی منتقل میشود، جایی که توسط یک گاز غلاف متمرکز میشود و منجر به اسپری ذرات با سرعت بالا میشود.
شکلدهی آزاد پلاستیک (Plastic Freeforming )
شرکت آلمانی آربورگ فناوریای به نام Plastic Freeforming (APF) ایجاد کرده است که ترکیبی از فناوریهای اکستروژن و جتینگ مواد است. این فناوری از گرانولهای پلاستیکی موجود در بازار استفاده میکند که مانند فرآیند قالبگیری تزریقی ذوب شده و به واحد تخلیه منتقل میشوند. یک نازل با فرکانس بالا، حرکات باز و بسته شدن سریع تا ۲۰۰ قطره کوچک پلاستیک در ثانیه با قطر بین ۰.۲ تا ۰.۴ میلیمتر را ایجاد میکند. قطرات با خنک شدن به ماده سخت شده متصل میشوند. به طور کلی، نیازی به پردازش پس از تولید نیست. در صورت استفاده از ساپورت، باید برداشته شود.
جتینگ نانوذرات (NPJ)
فناوری نانو ذرات جتینگ (NPJ) که توسط شرکتی به نام XJet توسعه داده شده است، از مجموعهای از هدهای چاپ با هزاران نازل جوهر افشان استفاده میکند که همزمان میلیونها قطره بسیار ریز از مواد را به صورت لایههای بسیار نازک روی سینی ساخت میپاشند و همزمان یک ماده جدا برای ساخت ساپورت را نیز جت میکنند. طبق گفته XJet، این مادهی در آب حل میشود، به این معنی که پس از چاپ به راحتی حل میشود.
ذرات فلزی یا سرامیکی در مایع معلق هستند. این فرآیند تحت حرارت بالا رخ میدهد که مایع را هنگام جتینگ تبخیر میکند و عمدتاً فقط ماده فلزی یا سرامیکی باقی میماند. قطعه سهبعدی حاصل تنها مقدار کمی از عامل اتصال باقی میماند که در یک فرآیند پس از پخت حذف میشود.
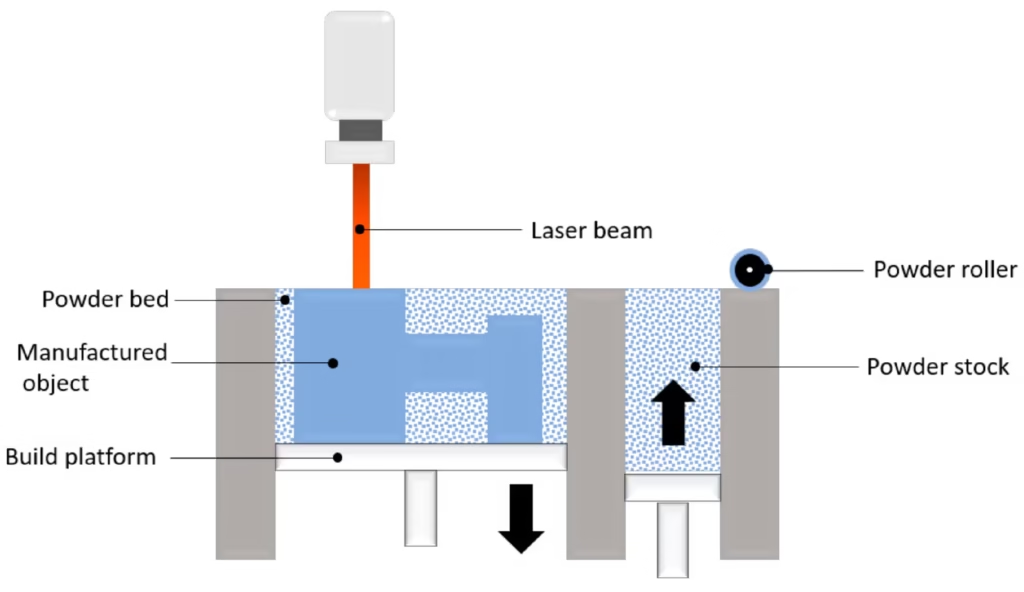
همجوشی بستر پودری
همجوشی بستر پودر (PBF) یک فرآیند چاپ سهبعدی است که در آن یک منبع انرژی حرارتی به طور انتخابی ذرات پودر (پلاستیک، فلز یا سرامیک) را در داخل یک ناحیه ساخت ذوب میکند تا یک جسم جامد را لایه به لایه ایجاد کند.
چاپگرهای سهبعدی همجوشی بستر پودر، معمولاً با نوعی تیغه یا غلتک، یک لایه نازک از مواد پودری را روی بستر چاپ پخش میکنند. انرژی، معمولاً از لیزر، نقاط خاصی را روی لایه پودر ذوب میکند، سپس یک لایه پودر دیگر رسوب داده میشود و به لایه قبلی ذوب میشود. این فرآیند تا زمانی که کل جسم ساخته شود، تکرار میشود. کالای نهایی در بستری از پودر ذوب نشده محصور و پشتیبانی میشود.
اگرچه این فرآیند بسته به اینکه ماده پلاستیکی یا فلزی باشد متفاوت است، PBF قطعاتی با خواص مکانیکی بالا – از جمله استحکام، مقاومت در برابر سایش و دوام – برای کاربردهای نهایی در محصولات مصرفی، ماشینآلات و ابزارآلات ایجاد میکند. اگرچه چاپگرهای سهبعدی در این بخش مقرون به صرفهتر میشوند (قیمتهای اولیه حدود 25000 دلار است)، اما هنوز هم به عنوان یک فناوری حرفهای یا صنعتی در نظر گرفته میشود.
زیرگروهها عموماً با توجه به ماده مورد استفاده و نوع منبع انرژی مشخص میشوند.
- انواع فناوری چاپ سهبعدی: تفجوشی لیزری انتخابی (SLS)، همجوشی بستر پودر لیزری (LPBF)، ذوب پرتو الکترونی (EBM)
- مواد: پودرهای پلاستیک، پودرهای فلزی، پودرهای سرامیکی
- کاربردهای رایج: قطعات کاربردی، کانالکشی پیچیده (طرحهای توخالی)، تولید قطعات با تیراژ پایین
- نقاط قوت: قطعات کاربردی، خواص مکانیکی عالی، هندسههای پیچیده
- نقاط ضعف: هزینه بالاتر برای ماشینآلات، اغلب مواد پرهزینه، سرعت ساخت پایینتر
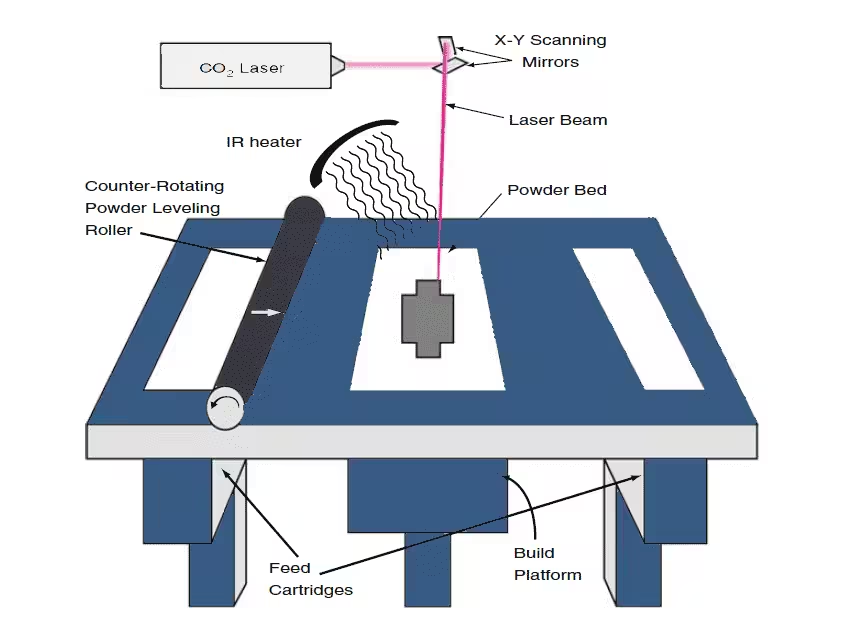
تف جوشی لیزری انتخابی (SLS)
پخت انتخابی لیزری (SLS) با استفاده از لیزر یا لیزرها، اشیاء را از پودر پلاستیک، معمولاً پودر، میسازد. ابتدا، یک سطل پودر پلیمری تا دمایی درست زیر نقطه ذوب پلیمر گرم میشود. سپس، تیغه یک لایه بسیار نازک از ماده پودری – معمولاً با ضخامت 0.1 میلیمتر – را روی یک پلتفرم ساخت قرار میدهد. سپس یک لیزر (CO2 یا فیبر، لیزر CO2 معمولاً برای پلاستیکها و لیزر فیبر اغلب برای فلزات استفاده میشود) شروع به اسکن سطح طبق الگوی ترسیم شده در مدل دیجیتال میکند. لیزر به طور انتخابی پودر را پخت کرده و یک مقطع عرضی از جسم را جامد میکند.
هنگامی که کل مقطع عرضی اسکن شد، پلتفرم ساخت به ضخامت یک لایه در ارتفاع حرکت میکند. تیغه پوششدهنده، یک لایه جدید از پودر را روی لایه اخیراً اسکن شده قرار میدهد و لیزر مقطع عرضی بعدی جسم را روی مقاطع عرضی قبلاً جامد شده، پخت میکند.
این مراحل تا زمانی که همه اشیاء ساخته شوند، تکرار میشوند. پودری که تفجوشی نشده است، برای پشتیبانی از اشیاء در جای خود باقی میماند که نیاز به ساختارهای پشتیبانی را کاهش میدهد یا از بین میبرد. پس از برداشتن قطعات از بستر پودر و تمیز کردن، هیچ مرحله پس از پردازش دیگری مورد نیاز نیست. بسته به جنس، قطعه میتواند صیقل داده شود، پوشش داده شود، رنگآمیزی شود یا ماشینکاری شود.
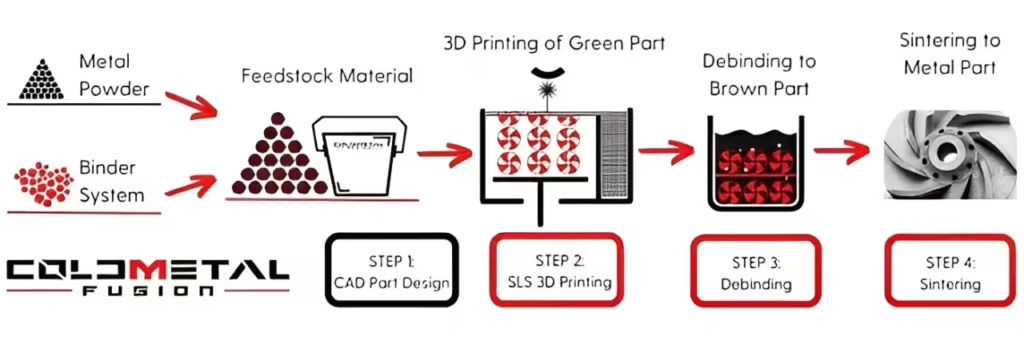
یک پیشرفت اخیر در مواد SLS، یک فلز جدید با پوشش پلیمری است که چاپگرهای سهبعدی SLS را قادر میسازد قطعات فلزی بسازند. این فناوری Cold Metal Fusion نام دارد.
دهها عامل متمایزکننده در بین چاپگرهای سهبعدی SLS وجود دارد، از جمله نه تنها اندازه آنها، بلکه قدرت و تعداد لیزرها، اندازه نقطه لیزر، زمان و نحوه گرم شدن بستر و نحوه توزیع پودر، که تنها چند مورد از آنها هستند.
رایجترین ماده در چاپ سهبعدی SLS نایلون (PA6، PA12) است، اما قطعات را میتوان با استفاده از TPU و سایر مواد نیز انعطافپذیر چاپ کرد.
Cold Metal Fusion
نحوه کار (در مراحل ساده):
- مخلوط کردن: پودر فلز با یک چسب پلیمری مخلوط میشود و یک پودر کامپوزیت تشکیل میدهد.
- چاپ سهبعدی: یک لیزر به طور انتخابی چسب پلیمری – نه فلز – را برای ساخت لایه به لایه قطعه (مانند SLS) ذوب میکند.
- جدا کردن چسب: قطعه چاپ شده (که “قطعه سبز” نامیده میشود) برای حذف چسب گرم میشود.
- ذوب کردن: سپس قطعه فلزی تمیز شده در یک کوره با دمای بالا ذوب (کاملاً ذوب) میشود تا یک قطعه فلزی متراکم و جامد ایجاد شود.
روی دستگاههای SLS پلاستیکی موجود با حداقل تغییرات کار میکند.
از پودر کامپوزیت فلز-پلیمر با هزینه کم و ایمن استفاده میکند.
قطعات فلزی قوی و دقیقی را با سرمایهگذاری کمتر نسبت به سایر روشهای AM (تولید افزایشی) فلز تولید میکند.
تفجوشی لیزری میکرو گزینشی (μSLS)
تفجوشی لیزری میکروگزینشی یکی دیگر از فناوریهای چاپ سه بعدی میکرو است که قطعات را با وضوح میکرومقیاس (زیر ۵ میکرومتر) ایجاد میکند. برخلاف SLS «معمولی»، نسخه میکرو معمولاً با مواد فلزی استفاده میشود، نه پلاستیک.
در μSLS، یک لایه از جوهر نانوذرات فلزی روی یک زیرلایه پوشانده شده و سپس خشک میشود تا یک لایه پودر نانوذرات یکنواخت تولید شود. در مرحله بعد، از نور لیزر که با استفاده از یک آرایه میکروآینه دیجیتال الگودهی شده است، برای گرم کردن و تفجوشی نانوذرات به الگوهای مورد نظر استفاده میشود. سپس این مجموعه مراحل برای ساخت هر لایه از قطعه سه بعدی در سیستم μSLS تکرار میشود.
همجوشی بستر پودر لیزری (LPBF)
مانند SLS، چاپگرهای سهبعدی LPBF با یک مدل دیجیتالی که به برشهایی تقسیم شده است، شروع میکنند. چاپگر پودر را در محفظه ساخت بارگذاری میکند و یک تیغه پوششدهنده (مانند برفپاککن شیشه جلو) یا غلتک آن را به صورت یک لایه نازک در سراسر صفحه ساخت پخش میکند. لیزر یا چندین (تا 24) لایه را روی پودر ردیابی میکند. سپس پلتفرم ساخت به پایین حرکت میکند و لایه دیگری از پودر اعمال میشود و به لایه اول جوش میخورد تا زمانی که کل شیء ساخته شود. محفظه ساخت بسته، آببندی شده و در بسیاری از موارد، با گاز بیاثر، مانند مخلوطهای نیتروژن یا آرگون، پر میشود که تضمین میکند فلز در طول فرآیند ساخت اکسید نمیشود و به جلوگیری از ضایعات ناشی از فرآیند ذوب کمک میکند.
پودر فشردهشده روی بستر چاپ تا حدی از مدل در طول فرآیند چاپ پشتیبانی میکند، اما از ساپورت های جداگانه نیز استفاده میشود.
پس از چاپ، قطعات از بستر پودر خارج، تمیز و اغلب تحت عملیات حرارتی ثانویه برای از بین بردن تنشها قرار میگیرند. پودر باقیمانده بازیابی و دوباره استفاده میشود.
عوامل تمایز بین چاپگرهای سهبعدی LPBF شامل نوع، قدرت و تعداد لیزرها میشود. یک چاپگر کوچک و جمعوجور LPBF ممکن است یک لیزر 30 واتی داشته باشد، در حالی که یک نسخه صنعتی ممکن است 12 لیزر 1000 واتی داشته باشد که سرعت چاپ را افزایش میدهد.
ماشینهای LPBF از آلیاژهای مهندسی رایج مانند فولادهای ضد زنگ، سوپرآلیاژهای نیکل و آلیاژهای تیتانیوم استفاده میکنند. دهها فلز برای فرآیند LPBF موجود است.
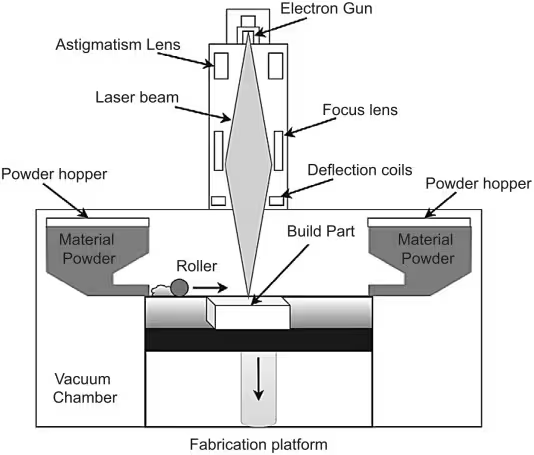
ذوب پرتو الکترونی (EBM)
EBM که با نام فیوژن بستر پودر پرتو الکترونی (EB-PBF) نیز شناخته میشود، یک روش چاپ سهبعدی برای فلزات مشابه LPBF است، اما به جای لیزر فیبری از پرتو الکترونی استفاده میکند. این فناوری برای ساخت قطعاتی مانند ایمپلنتهای ارتوپدی تیتانیومی، پرههای توربین برای موتورهای جت و کویلهای مسی استفاده میشود.
EBM به چند دلیل بر روی قطعه چاپ سهبعدی فلزی LPBF خود انتخاب شده است. اول، پرتو الکترونی قدرت و گرمای بیشتری تولید میکند که برای برخی از فلزات و کاربردها مورد نیاز است. دوم، به جای محیط گاز بیاثر، EBM در یک محفظه خلاء انجام میشود تا از پراکندگی پرتو جلوگیری شود. دمای محفظه ساخت میتواند تا ۱۰۰۰ درجه سانتیگراد و در برخی موارد حتی بالاتر برسد. از آنجا که پرتو الکترونی از کنترل پرتو الکترومغناطیسی استفاده میکند، با سرعت بیشتری نسبت به لیزر حرکت میکند و حتی میتواند برای نوردهی همزمان چندین ناحیه تقسیم شود.
یکی از مزایای EBM نسبت به LPBF توانایی آن در پردازش مواد رسانا و فلزات بازتابنده مانند مس است. یکی دیگر از ویژگیهای EBM، امکان قرار دادن قطعات جداگانه روی یکدیگر در محفظه ساخت است، زیرا لزوماً نیازی به اتصال آنها به صفحه ساخت نیست و این امر باعث افزایش چشمگیر حجم خروجی میشود.
پرتوهای الکترونی معمولاً لایههایی با ضخامت بیشتر و جزئیات سطحی کمتری نسبت به لیزرها تولید میکنند. قطعات چاپشده با فناوری EBM ممکن است به دلیل دمای بالای محفظه ساخت، نیازی به عملیات حرارتی برای رفع تنش پس از چاپ نداشته باشند.
رسوب مستقیم انرژی (DED)
رسوب انرژی هدایتشده (DED) یک فرآیند چاپ سهبعدی است که در آن مواد فلزی همزمان با رسوب، توسط انرژی قدرتمند تغذیه و ذوب میشوند. این یکی از گستردهترین دستههای چاپ سهبعدی است که بسته به نوع ماده (سیم یا پودر) و نوع انرژی (لیزر، پرتو الکترونی، قوس الکتریکی، سرعت مافوق صوت، گرما و غیره) شامل لیست طولانی از زیرشاخهها میشود.
در اصل، این روشی است که فلز میتواند به صورت لایه لایه (غیر از اکستروژن) رسوب داده شود و اشتراکات زیادی با جوشکاری دارد.
این فناوری برای ساخت لایه به لایه چاپ استفاده میشود، اما اغلب برای تعمیر یا افزودن ویژگیها به اشیاء فلزی با رسوب مستقیم مواد روی یک قطعه فلزی موجود استفاده میشود. این فرآیند معمولاً با ماشینکاری CNC برای دستیابی به تلرانسهای دقیقتر دنبال میشود. استفاده از DED با CNC آنقدر رایج است که زیرمجموعهای از چاپ سهبعدی به نام چاپ سهبعدی هیبریدی وجود دارد که همانطور که حدس زدید، از چاپگرهای سهبعدی هیبریدی استفاده میکند که شامل یک DED و یک واحد CNC در یک دستگاه هستند.
این فناوری به عنوان جایگزینی سریعتر و ارزانتر برای ریختهگری و آهنگری قطعات فلزی در مقادیر کم و برای تعمیرات حیاتی برای کاربردهایی در صنعت نفت و گاز فراساحلی و همچنین در صنایع هوافضا، تولید برق و صنایع همگانی مورد توجه قرار گرفته است.
زیرشاخههای DED را میتوان بر اساس نوع ماده اولیه یا نوع منبع انرژی تقسیمبندی کرد.
وقتی ماده مورد استفاده در این روش چاپ به صورت پودر باشد، معمولاً آن را همراه با یک گاز بیاثر مثل آرگون پاشش میکنند تا از اکسید شدن جلوگیری شود. استفاده از پودر این امکان را میدهد که چند نوع پودر فلزی با هم ترکیب شده و نتایج مختلفی به دست آید. اما اگر ماده اولیه به صورت سیم فلزی باشد (که گزینهای ارزانتر است)، فرآیند چاپ شباهت زیادی به جوشکاری رباتیک دارد؛ چراکه سیم به سمت یک منبع حرارتی هدایت شده و ذوب میشود، در حالی که بازوی ربات با دقت آن را لایهبهلایه در محل مورد نظر قرار میدهد. البته این روش از جوشکاری رباتیک پیچیدهتر و دقیقتر است، زیرا هدف آن ساخت کامل قطعات سهبعدی است.
- زیرگروههای رسوب انرژی هدایتشده: رسوب انرژی لیزر پودری، ساخت افزایشی قوس سیمی (WAAM)، رسوب انرژی پرتو الکترونی سیمی، اسپری سرد
- مواد: طیف وسیعی از فلزات، به شکل سیم و پودر
- کاربردهای رایج: تعمیر قطعات خودرو/هوافضای پیشرفته، نمونههای اولیه کاربردی و قطعات نهایی
- نقاط قوت: نرخ بالای ساخت، توانایی افزودن فلز به قطعات موجود
- نقاط ضعف: عدم توانایی در ساخت اشکال پیچیده به دلیل عدم توانایی در ساخت ساپورت، عموماً سطح و دقت پایین
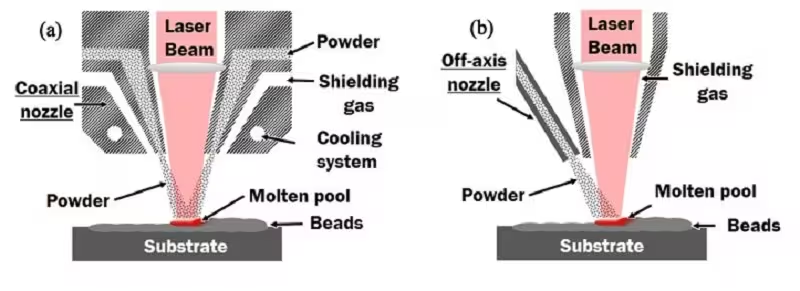
رسوب انرژی هدایتشده با لیزر (L-DED)
رسوب انرژی هدایتشده با لیزر (L-DED)، که رسوب فلز لیزری (LMD) یا شکلدهی شبکهای مهندسیشده با لیزر (LENS) نیز نامیده میشود، یک فناوری چاپ سهبعدی است که در آن پودر یا سیم فلزی از طریق یک یا چند نازل تغذیه شده و از طریق یک لیزر قدرتمند روی یک پلتفرم ساخت یا روی یک قطعه فلزی ذوب میشود. یک جسم با حرکت نازل و لیزر یا با حرکت قطعه روی یک صفحه گردان چند محوره، لایه به لایه ساخته میشود.
سرعت ساخت سریعتر از ذوب بستر پودر است، اما منجر به کیفیت سطح پایینتر و دقت قابل توجهی پایینتر میشود و اغلب نیاز به ماشینکاری پس از ساخت گستردهای دارد.
چاپگرهای لیزری DED اغلب دارای محفظههای پر از آرگون هستند تا از اکسیداسیون جلوگیری شود. آنها همچنین میتوانند هنگام پردازش فلزات با واکنشپذیری کمتر، فقط با یک جریان آرگون یا نیتروژن موضعی کار کنند.
فلزاتی که معمولاً در این فرآیند استفاده میشوند شامل فولادهای ضد زنگ، تیتانیوم و آلیاژهای نیکل هستند.
این روش چاپ اغلب برای تعمیر قطعات هوافضا و خودرو با کیفیت بالا، مانند پرههای موتور جت، استفاده میشود، اما برای تولید کل قطعات نیز استفاده میشود.
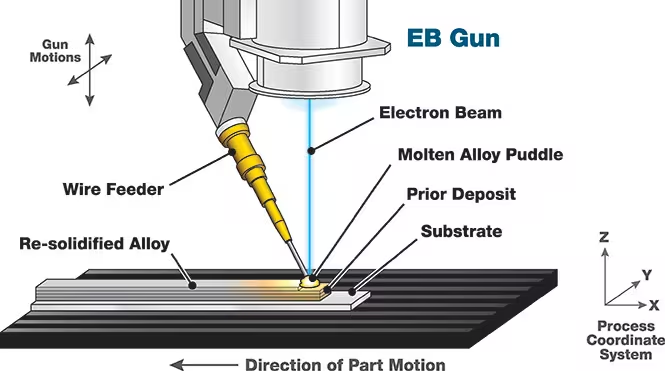
DED پرتو الکترونی که به آن رسوب انرژی پرتو الکترونی سیمی نیز گفته میشود، یک فرآیند چاپ سهبعدی بسیار شبیه به DED با لیزر است. این فرآیند در یک محفظه خلاء انجام میشود که فلزی بسیار تمیز و با کیفیت بالا تولید میکند. هنگامی که یک سیم فلزی از طریق یک یا چند نازل تغذیه میشود، توسط یک پرتو الکترونی ذوب میشود. لایهها به صورت جداگانه ساخته میشوند، پرتو الکترونی یک حوضچه مذاب کوچک ایجاد میکند و سیم جوش توسط یک تغذیهکننده سیمی به حوضچه مذاب تغذیه میشود.
پرتوهای الکترونی برای DED هنگام کار با فلزات با کارایی بالا و فلزات واکنشپذیر مانند آلیاژهای مس، تیتانیوم، کبالت و نیکل انتخاب میشوند.
DED تغذیهشده با سیم فلزی با استفاده از پرتوهای الکترونی سریعتر از تغذیهشده با پودر است. این فرآیند در یک محفظه خلاء انجام میشود.
دستگاههای DED عملاً از نظر اندازه چاپ محدودیتی ندارند. در واقع، DED پرتو الکترونی به عنوان یکی از سریعترین راهها برای ساخت قطعات فلزی، اگرچه دقیقترین روش نیست، مورد توجه قرار گرفته است، که آن را برای ساخت سازههای بزرگ مانند بدنه هواپیما یا قطعات جایگزین مانند پرههای توربین که سپس ماشینکاری میشوند، ایدهآل میکند.
رسوب انرژی هدایتشده با سیم (Wire Directed Energy Deposition) که با نام ساخت افزایشی قوس سیمی (WAAM) نیز شناخته میشود، نوعی چاپ سهبعدی است که از انرژی به شکل پلاسما یا قوس سیمی برای ذوب فلز به شکل سیمی استفاده میکند، جایی که فلز توسط یک بازوی رباتیک روی یک سطح، مانند یک صفحه گردان چند محوره، لایه لایه روی لایه قرار میگیرد تا شکل بگیرد.
این روش به دلیل عدم نیاز به محفظه آببندی شده و امکان استفاده از همان فلزات (گاهی اوقات دقیقاً همان ماده) جوشکاری سنتی، نسبت به فناوریهای مشابه شامل لیزر یا پرتوهای الکترونی انتخاب میشود.
رسوب انرژی مستقیم الکتریکی به عنوان مقرونبهصرفهترین گزینه در بین فناوریهای DED در نظر گرفته میشود، زیرا میتواند از رباتهای جوش قوسی موجود و منابع تغذیه استفاده کند، بنابراین موانع ورود نسبتاً کم است.
برخلاف جوشکاری، این فناوری از نرمافزار پیچیدهای برای کنترل مجموعهای از متغیرها در فرآیند، از جمله مدیریت حرارتی و مسیر ابزار بازوی رباتیک، استفاده میکند.
هیچ ساختار پشتیبانی برای حذف وجود ندارد و قطعات نهایی معمولاً در صورت لزوم با تلرانسهای دقیق CNC ماشینکاری میشوند یا سطح آنها صیقل داده میشود. اغلب، قطعات چاپ شده تحت عملیات حرارتی قرار میگیرند تا هرگونه تنش باقیمانده از بین برود.
اسپری سرد یک فناوری چاپ سهبعدی DED است که پودرهای فلزی را با سرعت مافوق صوت اسپری میکند تا آنها را بدون ذوب شدن به هم بچسباند، که تقریباً هیچ تنش حرارتی ایجاد نمیکند که میتواند باعث ترک خوردگی داغ یا سایر مشکلات رایجی شود که میتواند بر فناوریهای مبتنی بر ذوب تأثیر بگذارد.
از اوایل دهه 2000، از این روش به عنوان یک فرآیند پوششدهی استفاده شده است، اما اخیراً، چندین شرکت اسپری سرد را برای تولید افزایشی تطبیق دادهاند زیرا میتواند فلز را در هندسههای دقیق تا چند سانتیمتر با سرعتی حدود 50 تا 100 برابر بیشتر از چاپگرهای سهبعدی فلزی معمولی لایهگذاری کند و نیازی به گازهای بیاثر یا محفظههای خلاء نیست.
مانند همه فرآیندهای DED، اسپری سرد چاپهایی با کیفیت یا جزئیات سطحی عالی تولید نمیکند، اما این همیشه مورد نیاز نیست و قطعات را میتوان مستقیماً از بستر چاپ استفاده کرد.
رسوب مستقیم انرژی مذاب (Molten Direct Energy Deposition) یک فرآیند چاپ سهبعدی است که از گرما برای ذوب کردن (یا نزدیک به ذوب کردن) فلز، معمولاً آلومینیوم، استفاده میکند و سپس آن را لایه به لایه روی یک صفحه ساخت رسوب میدهد تا یک شیء سهبعدی تشکیل شود.
این فناوری با چاپ سهبعدی اکستروژن فلز متفاوت است، زیرا نسخههای اکستروژن از یک ماده اولیه فلزی با کمی پلیمر در داخل استفاده میکنند تا فلز را قابل اکسترود شدن کنند. سپس پلیمر در مرحله عملیات حرارتی حذف میشود. از سوی دیگر، DED مذاب از یک فلز خالص استفاده میکند.
همچنین میتوان DED مذاب یا مایع را به جت مواد تشبیه کرد، اما به جای مجموعهای از نازلها که قطرات را رسوب میدهند، فلز مایع معمولاً از یک نازل جریان مییابد.
انواع مختلفی از این فناوری در حال توسعه هستند، اما چاپگرهای سهبعدی فلز مذاب نادر هستند.
مزیت این رویکرد این است که هیچ پودر فلزی خطرناکی برای کار وجود ندارد و چاپهای نهایی نیازی به هیچ گونه پردازش پس از چاپ ندارند. همچنین نسبت به سایر فرآیندهای DED انرژی کمتری مصرف میکند و پتانسیل استفاده مستقیم از فلز بازیافتی به عنوان ماده اولیه به جای سیم یا پودرهای فلزی بسیار فرآوری شده را دارد.
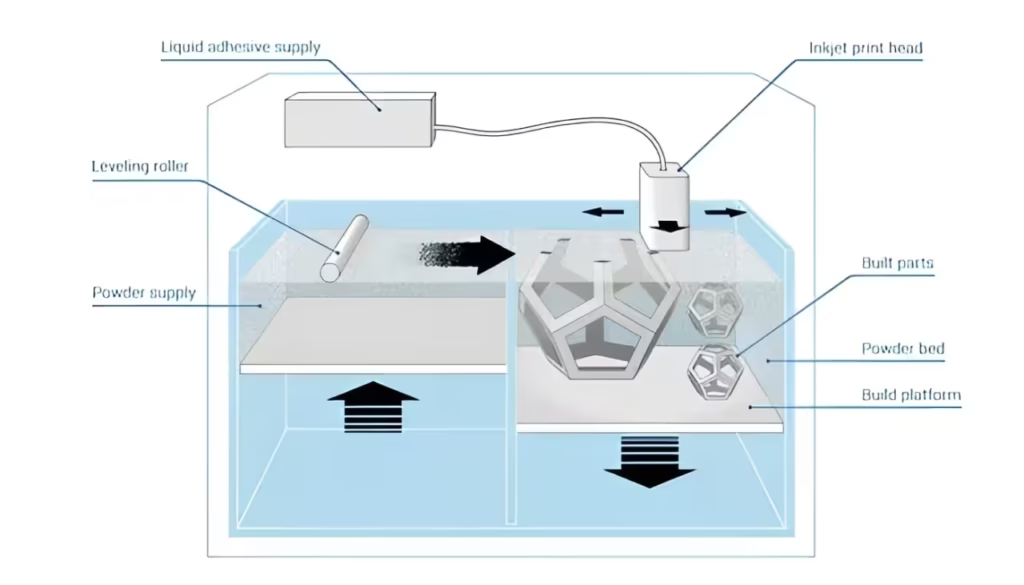
بایندر جتینگ یک فرآیند چاپ سهبعدی است که در آن، یک ماده مایع چسبنده بهصورت انتخابی روی نواحی خاصی از یک لایه پودر پاشیده میشود تا آن ناحیه را به هم بچسباند. این فناوری از مواد پودری مثل فلز، پلاستیک، سرامیک، چوب، شکر و… به همراه یک مایع چسبنده که توسط نازلهای جوهرافشان پاشیده میشود، استفاده میکند.
مهم نیست مادهی پودری چه باشد (فلز، پلاستیک، ماسه یا غیره)، روند کلی چاپ تقریباً مشابه است:
ابتدا یک تیغه یا غلتک لایهای نازک از پودر را روی سطح پلتفرم چاپ پخش میکند.
سپس، یک هد چاپ با نازلهای جوهرافشان بهصورت انتخابی قطرات مایع چسبنده را روی نقاط مورد نظر پاشش میکند تا ذرات پودر را به هم بچسباند.
پس از اتمام هر لایه، سکوی ساخت پایین میرود و تیغه مجدداً لایهای از پودر را پخش میکند.
این روند تکرار میشود تا مدل نهایی ساخته شود.
در پایان، قطعه درون یک بستر از پودر دفن شده است و باید از آن خارج شود. پودر اضافه قابل جمعآوری و استفادهی مجدد است.
فرآیندهای پسپردازش (Post-processing):
بسته به نوع ماده، مراحل نهایی خاصی مورد نیاز است:
ماسه: معمولاً بهصورت مستقیم و بدون نیاز به پردازش اضافی، برای ساخت قالبها و هستهها آماده استفاده است.
فلز یا سرامیک: باید با استفاده از گرما، چسب مایع از بین برود تا فقط فلز باقی بماند.
پلاستیک: معمولاً نیاز به عملآوری (Curing) و همچنین پوششدهی برای بهبود سطح دارد. همچنین میتوان آنها را صیقل، رنگ یا سنباده زد.
تکنولوژی سرد؟ نه همیشه!
برای مدت زیادی، بایندر جتینگ بهعنوان یک فناوری “سرد” شناخته میشد، چون برخلاف روشهایی مثل لیزر یا پرتو الکترونی، در مرحلهی چاپ از گرما استفاده نمیکرد. اما در نسخههای جدیدتر مخصوص پودرهای پلیمری، گرما نیز به کار گرفته میشود.
امروزه برخی پرینترها از پودر پلیمری و مایع چسبنده استفاده میکنند و همزمان گرما نیز اعمال میکنند تا ذرات پلیمری بهتر به هم بچسبند. این باعث میشود قطعهی نهایی بسیار مقاومتر از زمانی باشد که صرفاً با چسب به هم متصل شدهاند.
با این حال، اگر به بایندر جتینگ بهعنوان یک فناوری کلی بر پایهی پودر و مایع نگاه کنیم، این نسخههای اختصاصی هم زیرمجموعه آن محسوب میشوند.
مزایا:
سرعت چاپ بالا
تولید قطعات با حجم زیاد و هزینه کم
مناسب برای تولید قطعات فلزی کاربردی، قالبهای ماسهای، مدلهای رنگی دقیق
نیازی به ساپورت (حمایت ساختاری) ندارد
کیفیت رنگ عالی
معایب:
برای فلزات چند مرحلهای و پیچیده است (نیاز به مراحل حرارتی)
قطعات پلیمری سرد استحکام مکانیکی کمی دارند
زیرشاخهها:
Metal Binder Jetting
Polymer Binder Jetting
Sand Binder Jetting
(MJF) Multi Jet Fusion
(HSS) High Speed Sintering
Selective Absorption Fusion (SAF)
چاپ سهبعدی فلزی به روش بایندر جتینگ یک فناوری بسیار جذاب برای تولید قطعات فلزی در حجم بالا و دستیابی به کاهش وزن است. از آنجا که بایندر جتینگ میتواند قطعاتی با الگوهای داخلی پیچیده بهجای ساختارهای توپر چاپ کند، قطعات حاصل بسیار سبکتر بوده و در عین حال همچنان مقاوم هستند. ویژگی تخلخل در بایندر جتینگ همچنین میتواند برای تولید قطعات سبکتر در کاربردهای پزشکی مانند ایمپلنتها استفاده شود.
بهطور کلی، خواص مواد در قطعات فلزی ساختهشده با بایندر جتینگ معادل قطعاتی است که با قالبگیری تزریقی فلز (Metal Injection Molding) تولید میشوند، که یکی از پرکاربردترین روشهای تولید انبوه قطعات فلزی است. بهعلاوه، قطعات بایندر جتینگ سطحی صافتر دارند، بهویژه در کانالهای داخلی.
قطعات فلزی تولیدشده با بایندر جتینگ پس از چاپ به فرآیندهای تکمیلی نیاز دارند تا خواص مکانیکی خوبی به دست آورند. بلافاصله پس از چاپ، این قطعات در واقع شامل ذرات فلز هستند که با یک چسب پلیمری به هم متصل شدهاند. این قطعات که به آنها “قطعه سبز” گفته میشود، شکنندهاند و نمیتوان مستقیماً از آنها استفاده کرد.
پس از چاپ و خارج کردن قطعات از بستر پودر فلز (فرآیندی که به آن depowdering میگویند)، برخی مراحل شامل مرحله پخت حرارتی انجام میشود، و سپس قطعات در یک کوره حرارتدهی میشوند (فرآیند sintering). هم پارامترهای چاپ و هم پارامترهای تفجوشی بر اساس هندسه قطعه، جنس ماده و چگالی مورد نظر تنظیم میشوند. گاهی اوقات برای پر کردن فضای خالی موجود در قطعه بایندر جتشده، از فلزاتی مانند برنز استفاده میشود تا تخلخل به صفر برسد.
بایندر جتینگ پلیمری فرآیندی بسیار شبیه به بایندر جتینگ فلزی است زیرا شامل یک پودر و یک عامل اتصال مایع است. میتوان بایندر جتینگ پلیمری را به فرآیندهای سرد و گرم تقسیم کرد.
بایندر جتینگ پلیمری با پخش یک پودر پلیمری (معمولاً نوعی نایلون) در یک لایه نازک در سراسر یک پلتفرم ساخت آغاز میشود. سپس هدهای جوهرافشان چسبی شبیه چسب (و/یا مایعات دیگر، از جمله جوهرهای رنگی، مایعات ذوبشونده یا جاذب تابش و مایعات مغناطیسی) را دقیقاً در جایی که پلیمر باید در هر لایه به هم بچسبد، پخش میکنند.
در برخی روشها، یک واحد گرمایشی به هد جوهرافشان یا روی یک حامل جداگانه متصل است که قسمتهایی از لایهای را که مایع را دریافت میکنند، ذوب میکند. روشهایی که شامل این مرحله گرمایش هستند، قطعات قویتری نسبت به روشهایی که این مرحله را ندارند، ایجاد میکنند زیرا پودر پلیمر اساساً به هم ذوب میشود نه اینکه فقط به هم چسبانده شود. بایندر جتینگ با گرما، مانند Multi Jet Fusion، High Speed Sintering و Selective Absorption Fusion، با فناوریای که از لیزر برای ذوب پودر پلیمری استفاده میکند — به نام تفجوشی لیزری انتخابی — قابل مقایسه است، اما سریعتر است، سطح صافتری ارائه میدهد و میتوان از پودر باقیمانده از چاپ مجدد استفاده کرد. این یک فناوری همهکاره است که در صنایع مختلف، از خودرو گرفته تا مراقبتهای بهداشتی و محصولات مصرفی، کاربرد دارد.
انواع بایندر جتینگ بدون گرما را میتوان با ماده دیگری پر کرد تا استحکام را افزایش دهد. این فرآیندهای بایندر جتینگ سرد همچنین فرآیندهایی هستند که شامل جوهرهای رنگی میشوند و میتوانند قطعات چند رنگی مورد استفاده در مدلسازی پزشکی و نمونههای اولیه محصول را تولید کنند.
پس از چاپ، قطعات پلاستیکی از بستر پودر خود خارج، تمیز میشوند و بدون هیچ گونه پردازش بیشتر قابل استفاده هستند.
بایندر جتینگ شنی مسلماً فناوری متمایزی از بایندر جتینگ پلاستیک نیست، اما چاپگرها و کاربردهای آن به اندازهای متفاوت هستند که در اینجا یک بخش جداگانه به آن اختصاص داده شود. در واقع، تولید قالبها، مدلها و هستههای بزرگ ریختهگری شنی یکی از رایجترین کاربردهای فناوری بایندر جتینگ است.
هزینه پایین و سرعت این فرآیند، آن را به یک راهحل عالی برای ریختهگریها تبدیل میکند. طرحهای الگوی پیچیدهای که تولید آنها با استفاده از تکنیکهای سنتی بسیار دشوار یا غیرممکن است، میتوانند در عرض چند ساعت چاپ شوند.
آینده توسعه صنعتی همچنان تقاضای بالایی را برای ریختهگریها و تأمینکنندگان ایجاد میکند. چاپ سهبعدی شنی در ابتدای پتانسیل خود است.
چاپگرهای سهبعدی بایندر جتینگ شنی قطعاتی را از ماسهسنگ یا گچ تولید میکنند. پس از چاپ، هستهها و قالبها از محل ساخت خارج شده و تمیز میشوند تا هرگونه ماسه شل از بین برود. قالبها معمولاً بلافاصله برای ریختهگری آماده هستند. پس از ریختهگری، قالب از هم جدا میشود و قطعه فلزی نهایی برداشته میشود.
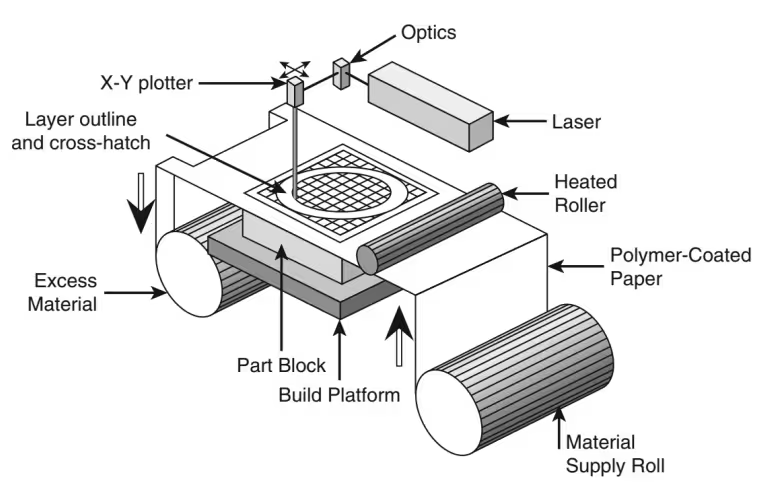
لمینت ورق از نظر فنی نوعی چاپ سه بعدی است، اگرچه با فناوریهای فوق تفاوت چشمگیری دارد. این روش با روی هم قرار دادن و لمینت کردن ورقهای مواد بسیار نازک روی هم برای تولید یک شیء سه بعدی یا یک پشته عمل میکند که سپس به صورت مکانیکی یا با لیزر برش داده میشود تا شکل نهایی را تشکیل دهد.
لایههای مواد را میتوان با استفاده از روشهای مختلفی، از جمله گرما و صدا، بسته به ماده مورد نظر، با هم ترکیب کرد. مواد از کاغذ یا پلیمر گرفته تا فلزات متغیر هستند.
هنگامی که قطعات لمینت میشوند، یک لیزر سپس شکل مورد نظر را برش میدهد یا ماشینکاری میکند، که منجر به ضایعات بیشتری نسبت به سایر فناوریهای چاپ سه بعدی میشود.
تولیدکنندگان از لمینت ورق برای تولید نمونههای اولیه مقرون به صرفه و غیر کاربردی با سرعت نسبتاً بالا استفاده میکنند، همچنین یک فناوری باتری الکتریکی امیدوارکننده است و میتواند برای تولید اقلام کامپوزیتی مورد استفاده قرار گیرد، زیرا مواد مورد استفاده را میتوان در طول فرآیند چاپ جابجا کرد.
- انواع فناوری چاپ سهبعدی: ساخت اشیاء چندلایه (LOM)، ادغام اولتراسونیک (UC)
- مواد: کاغذ، پلیمر و فلز به صورت ورق
دقت ابعادی: ±0.1 میلیمتر - کاربردهای رایج: نمونههای اولیه غیرکاربردی، چاپهای چند رنگ، قالبهای ریختهگری.
- نقاط قوت: امکان تولید سریع، چاپهای کامپوزیت
- نقاط ضعف: دقت پایین، ضایعات بیشتر، نیاز به کار پس از تولید برای برخی قطعات
تولید لیتوگرافی ویسکوز (VLM)
VLM یک فرآیند چاپ سه بعدی ثبت شده از BCN3D است که لایههای نازکی از رزینهای حساس به نور با ویسکوزیته بالا را روی یک فیلم انتقال شفاف لمینت میکند. سیستم مکانیکی اجازه میدهد تا رزین از هر دو طرف فیلم لمینت شود و امکان ترکیب رزینهای مختلف برای دستیابی به قطعات چند مادهای و ساختارهای پشتیبانی با قابلیت جداسازی آسان را فراهم میکند.
این فناوری که هنوز به صورت تجاری عرضه نشده است، میتواند تحت یکی از فناوریهای چاپ سه بعدی رزین قرار گیرد.
تولید افزایشی مبتنی بر کامپوزیت (CBAM)
استارتاپ Impossible Objects این فناوری را ثبت اختراع کرده است که حصیرهای کربن، شیشه یا کولار را با یک ترموپلاستیک ترکیب میکند تا قطعات را ایجاد کند.
نتیجهگیری
این راهنما تمام هفت دسته اصلی چاپ سهبعدی را پوشش نمیدهد، تعداد آنها بسیار زیاد است و مدام دستههای جدیدی معرفی میشوند. آیا آنها واقعاً فناوریهای جدیدی هستند یا پیشرفتهای اختصاصی یک فناوری تثبیتشده؟
منبع:
برای تجربه ی بهترین سفارش پرینت سه بعدی، با قیمتی مناسب، همین الان با ما تماس بگیرید.
آدرس: تهران، میدان آزادی، خیابان محمدخانی، پلاک 161، واحد 3